Впровадження безсатураторного методу отримання сульфату амонію
Для запобігання накопиченню пов’язаних солей аміаку в оборотній скруберній воді частина її подається на живильну тарілку колони 13, працюючу аналогічно колоні 6 з тією лише різницею, що після десорбції літкого аміаку, що стікає з вичерпної частини колони 13 вода змішується з розчином лужного реагенту (сода, вапно, луг), що подається з воронки 14. Після хімічної взаємодії і розкладання пов’язаних… Читати ще >
Впровадження безсатураторного методу отримання сульфату амонію (реферат, курсова, диплом, контрольна)
Реферат
амоній сульфат абсорбер
Пояснювальна записка до дипломного проекту: 137 с., 9 рис., 21 табл., 37 літературних джерел.
Об'єкт дослідження — відділення уловлювання аміаку.
Мета роботи — проект реконструкції сульфатно-піридинового відділення з метою впровадження безсатураторного способу уловлювання амоніаку, спеціальна частина — абсорбер для уловлювання аміаку.
У загальній частині проекту вибрано та обґрунтовано необхідність реконструкції відділення, описано асортимент продукції та вимоги до неї, подано характеристику сировинних матеріалів, описано фізико-хімічні основи уловлювання аміаку.
У технологічній частині подано структурно-технологічну схему виробництва та описано технологічний процес, розраховано матеріальний та тепловий баланси виробництва, наведено розрахунок основного технологічного обладнання.
У спеціальній частині описана конструкція та принцип дії основних апаратів, які пропонуються до впровадження в реконструюємому відділенні; зроблено їх конструктивний розрахунок.
У проекті розроблено заходи з охорони праці та з автоматизації виробничих процесів.
В організаційно-економічній частині проекту розраховано основні техніко-економічні показники реконструюємого відділення.
РЕКОНСТРУКЦІЯ, КОКСОВИЙ ГАЗ, АМІАК, СУЛЬФАТ АМОНІЮ, КРИСТАЛИ, СХЕМА ТЕХНОЛОГІЧНА, АБСОРБЕР, ВИПАРНИК
Зміст
Вступ
1. Аналітичний огляд методів виробництва
1.1 Сатураторний метод
1.2 Безсатураторний метод
1.3 Уловлювання аміаку водою
1.4 Отримання безводного аміаку
1.5 Очищення коксового газу круговим фосфатним способом зі знищенням аміаку
2. Фізико-хімічні основи виробництва
2.1 Заходи проти злежування
3. Характеристика сировини, напівпродуктів і готової продукції
3.1 Характеристика сировини
3.2 Характеристика продуктів
4. Вибір, обґрунтування і опис технологічної схеми
5.Матеріальний та тепловий баланси виробництва
5.1.1 Кількість розчину, що перетікає з абсорберу другого ступеня в абсорбер першого ступеня
5.1.2 Кількість розчину, що виводиться з першого ступеня абсорберу у випарник
5.2 Матеріальний та тепловий баланси абсорбера першого ступеня
5.3 Матеріальний та тепловий баланси збірника першого ступеня
5.3.1 Матеріальний розрахунок
5.3.2 Тепловий баланс збірника першого ступеня
5.4 Матеріальний та тепловий баланси абсорберу другого ступеня
5.5 Матеріальний та тепловий баланси збірника другого ступеня
5.5.1 Матеріальний розрахунок
5.5.2 Тепловий баланс збірника другого ступеня
5.6 Розрахунок випарника
5.6.1 Матеріальний розрахунок
5.6.2 Тепловий розрахунок випарника
6.Технологічні розрахунки
6.1 Визначення розмірів абсорберів першого та другого ступенів
6.2 Визначення поверхні теплопередачі випарника
7. Механічні розрахунки
7.1 Товщина обичайки
7.2 Днище
7.3 Штуцери
7.4 Розрахунок опори Список літератури
Вступ
Аміак утворюється в процесі коксування з азоту і водню кам’яного вугілля. Велика частка азоту вугілля (до 60%) залишається в коксі у вигляді термічно стійких азотистих поєднань, а остання частка видаляється з вугілля разом з леткими продуктами коксування — газом, смолою і надсмольною водою.
Утворення аміаку при коксуванні вугілля починається при температурі біля 600 °C, а максимальний вихід його досягається при температурах 800−900°С.
По даним вихід аміаку від сухої шихти для донецького вугілля варіюється в межах 0,25−0,30%, а для кузнецьких може досягати 0,45%.
Вміст аміаку в газі для різного вугілля може варіюватися в межах 5,5 — 12,5 г/м3 (0 °С).
Вилучення аміаку з коксового газу — обов’язкова технологічна операція при підготовці газу до його подальшого використання. Норми допустимого вмісту аміаку в газі: не більше 0,03 г/м3[2], тобто повнота витягання аміаку з газу повинна складати 99,7 — 99,8% мас. Такі серйозні вимоги визначаються чисто технологічними причинами [3]:
— необхідність видалення компонента, який призводить до корозії газопроводів та обладнання;
— для попередження виникнення відкладань в газопровідних комунікаціях і регулючих пристроях коксових батарей;
— для нормальної експлуатації бензольно-скруберних відділень і цехів сіркоочистки;
— аміак з ціаністим воднем, що знаходиться в газі, різко посилює корозію устаткування, утворюючи добре розчинне комплексне з'єднання ;
гексацианферрат — (NH4)4[FeCN6];
— аміак, що залишається в газі, при спалюванні перетворюється переважно на токсичні і корозійно-небезпечні оксиди азоту;
— аміак стабілізує емульсії води і олії при уловлюванні бензольних вуглеводнів.
У результаті уловлювання аміаку сірчаною кислотою утворюється сульфат амонію.
Сульфат амонію виробляється на коксохімічних заводах у великих кількостях. На 1 т сухої шихти виробництво сульфату амонію (сухого) складає 11,0−11,5 кг.
Сульфат амонію являється дуже ефективним азотним добривом. Особливістю цього вигляду добрива є ті, що він дозволяє підпитувати ґрунт не лише азотом, але і сіркою. Остання входить до складу білків і амінокислот рослин і тому разом з азотом є одним з важливих елементів живлення сільськогосподарських культур. По мірі важливості для рослин сірку можна поставити на третє місце після азоту і фосфору. Продукт володіє важливою для життєдіяльності рослин властивістю. Він переводить фосфор, що знаходиться в ґрунті з нерозчинної форми в розчинну і тим самим підсилює процес поглинання рослиною цієї речовини. Це дозволяє понизити кількість фосфорних добрив, що вносяться до ґрунту.
Не дивлячись на те, що продукт найширше використовується в сільському господарстві, він також застосовується і в інших галузях. Наприклад, у біохімії переосадження сульфатом амонію є загальним методом очищення білків. Використовується в технології хлорування води з амонізацією, вводиться в оброблювану воду за декілька секунд до хлору, з хлором утворює хлораміни — зв’язуючи вільний хлор, завдяки чому значно скорочується утворення хлорорганіки шкідливої для організму людини, скорочується витрата хлору, зменшується корозія трубопроводів. В харчовій промисловості його використовують як харчову добавку Е517 (речовини проти злежування). В промисловості сульфат амонію використовують як сировину при виробництві акумуляторів, у виробництві віскозного волокна і як основу при виробництві вогнезахисних просочень для дерева.
Так як сатураторний метод не дає можливості регулювати розмір отримуваних кристалів, то пропонується для впровадження безсатураторний метод отримання сульфату амонію на ПАТ ЕВРАЗ «Днепродзержинский КХЗ», у якому на стадії абсорбції отримують ненасичений розчин солі, що піддається вакууму, — випарці в умовах інтенсивної циркуляції, що забезпечує незначне пересичення і керований ріст кристалів. 3]
1 Аналітичний огляд методів виробництва
Залежно від схеми охолодження прямого коксового газу і уловлювання з нього аміаку розрізняють три способи отримання сульфату амонію: непрямий, прямий та напівпрямий. 4]
При непрямому способі частина аміаку (20−30% від загальних ресурсів) уловлюється з коксового газу конденсатом, що утворюється при охолодженні газу в первинних холодильниках до 25−35°С, а інша частина (80−70%) оборотною водою при промиванні газу в аміачних скруберах. Надсмольна вода (газовий конденсат) і слабка аміачна вода із скруберів переробляються потім в аміачних колонах з отриманням парогазової суміші, що складається з пари води, аміаку, вуглекислоти, сірководню, ціаністого водню та інших компонентів. Ця суміш спрямовується в сатуратор, де аміак зв’язується з сірчаною кислотою з утворенням насиченого розчину сульфату амонію і кристалів солі, які виводяться з дна апарату з частиною розчину на центрифугу, а після промивання і сушки передаються на склад.
Непрямий спосіб отримання сульфату амонію має велику гнучкість процесу, що дозволяє виробляти залежно від умов ринку, що міняються, сульфат амонію або концентровану аміачну воду, або одночасно обидва продукти в одному цеху. Важливою перевагою цього способу є також виробнича надійність оскільки різні відділення цеху слабо пов’язані між собою і тому виробничі порушення в аміачному або сульфатному відділеннях можуть бути усунені без зупинки інших відділень при подачі отримуваної в скруберах аміачної води на склад. Крім того непрямий спосіб дозволяє виробляти сірчану кислоту та піридинові основи з парогазової суміші, що виходить з сатуратора за порівняно простою технологією.
Разом з цими перевагами непрямий спосіб має ряд серйозних недоліків:
— великі капіталовкладення;
— значні експлуатаційні витрати, пов’язані з переробкою великого об'єму аміачної води;
— велика кількість стічних вод (близько 250 м3 на 1000 т коксуємого вугілля);
— значні втрати аміаку зі зворотним газом.
Із-за цих недоліків непрямий спосіб виробництва сульфату амонію нині не знаходить застосування. Проте у поєднанні з аміачним очищенням коксового газу від сірководню він може виявитися перспективним.
Прямий метод полягає в тому, що весь аміак, що утворюється при коксуванні, уловлюється з коксового газу сірчаною кислотою до охолодження в первинних холодильниках. З газозбірника гарячий коксовий газ поступає в електрофільтр для очищення від туманоподібної смоли, а потім в сатуратор, де аміак зв’язується сірчаною кислотою з утворенням насиченого розчину і кристалів сульфату амонію.
Відмінною особливістю цього методу є те, що при охолодженні коксового газу після сатуратора в первинних холодильниках конденсат (надсмольна вода), що утворюється, не містить аміаку та амонійних солей і тому відпадає необхідність його переробки в аміачній колоні. Відсутність аміачного відділення дозволяє понизити витрату пари, вартість устаткування і займану виробничу площу, а також скоротити до мінімуму об'єм стічних вод (близько 50 м3 на 1000 т коксуємого вугілля).
Проте широкого поширення цей метод не отримав із-за істотних недоліків:
— наявність великого числа апаратів, працюючих під розрідженням, що підвищує вірогідність підсосу повітря і утворення вибухонебезпечної суміші збільшує витрату електроенергії на транспортування газу;
— інтенсивної корозії устаткування, обумовленій наявністю в газі хлористого водню і хлористого амонію;
— труднощів очищення газу від смоли при високій температурі та утворення в сатураторі великої кількості кислої смолки;
— великого об'єму апаратури із-за високої температури і влаговмісту газу;
— неможливості уловлювання в сатураторі легких піридинових основ із-за високої температури розчину і відсутності аміачної пари для його нейтралізації в піридиновій установці.
Найбільше поширення на заводах отримав напівпрямий метод виробництва сульфату амонію, що має переваги, а частково і недоліками непрямого і прямого способів. По цьому методу коксовий газ після газозбірника охолоджується в первинних холодильниках до 25−35°С, внаслідок чого водяні пари конденсуються практично повністю, а газовий конденсат (надсмольна вода), що утворюється розчиняє до 20−30% аміаку, що міститься в прямому газі. Охолоджений газ подається нагнітачами в абсорбер, де інший аміак поглинається сірчаною кислотою з утворенням сульфату амонію.
Отримувані при переробці надмірної надсмольної води аміачні пари подаються частково в абсорбер разом з коксовим газом, а частково в нейтралізатор піридинової установки, де аміак також зв’язується сірчаною кислотою. Таким чином увесь аміак прямого коксового газу зрештою переробляється в сульфат амонію.
Недоліками напівпрямого способу виробництва сульфату амонію є необхідність переробки надмірної надсмольної води в аміачних колонах, що вимагає значної витрати пари і лугу, а також утворення значного об'єму стічних вод що вимагають складного очищення.
Залежно від апаратурного оформлення процесів поглинання аміаку сірчаною кислотою і кристалізації сульфату амонію розрізняють два різновиди напівпрямого способу, що отримав найбільше поширення в промисловості - сатураторний і безсатураторний. Слід відзначити, що в літературі немає єдиного тлумачення цих термінів і вони не відображають особливостей апаратурного оформлення процесів.
По термінології, прийнятій в коксохімічній промисловості, сатураторним називається процес, при якому поглинання аміаку з коксового газу сірчаною кислотою і утворення кристалів сульфату амонію здійснюються в одному апараті барботажного типу що називається сатуратором. При безсатураторному способі поглинання аміаку сірчаною кислотою відбувається у форсуночному скрубері (чи насадному), який може зрошуватися як пересиченим, таким, що містить кристали сульфату амонію розчином, так і ненасиченим розчином. У першому випадку кристалізація сульфату амонію відбувається одночасно з поглинанням аміаку в скрубері, а в другому утворення пересиченого розчину і кристалів сульфату амонію здійснюється при випарюванні розчину в спеціальному апараті - кристалізаторі.
Перевагами безсатураторних процесів є менший гідравлічний опір форсуночних абсорберів і можливість проведення окремих стадій процесу (абсорбція аміаку, кристалізації сульфату амонію та ін.) за найбільш сприятливих умов.
1.1 Сатураторний метод
Технологічна схема отримання сульфату амонію по сатураторному методу[5] зображена на Рисунку 1.1.
Коксовий газ, охолоджений в первинних газових холодильниках і очищений від туманоподібної смоли в електрофільтрах подається нагнітачем в паровий підігрівач 1 сульфатного відділення. В підігрівачі газ підігрівається до 65−70°С та поступає в сатуратор 2 по центральній газопідводящій трубі, яка закінчується газорозподільним зонтом, який знаходиться в матковому розчині ванні сатуратора
1 — паровий підігрівач; 2 — сатуратор; 3 — кислотна ловушка; 4, 10, 12 -насоси; 5 — кристалоприймач; 6 — кастрюля зворотніх токів маткового розчину; 7 -центрифуга; 8 — циркуляційна кастрюля; 9 — збірник маткового розчину; 11 — напірний бак з сірчаною кислотою;13-транспортер; 14-сушка.
Рисунок 1.1 Технологічна схема отримання сульфату амонію по сатураторному методу Сірчана кислота з концентрацією 92−94% безперервно надходить до сатуратора з напірного бака 11 по спеціальній трубі. Коксовий газ, який пройшов крізь шар маткового розчину і звільнився від аміаку і піридинових основ, крізь газовий патрубок направляється в кислотну ловушку 3, в якій із газу уловлюються краплі маткового розчину.
Після кислотної ловушки коксовий газ направляється в кінцеві газові холодильники для охолодження його до 25−30°С для уловлювання бензольних вуглеводнів в скруберах.
Кристали сульфату амонію разом з деякою кількістю маткового розчину насосом 4 подаються в кристалоприймач 5 для відстоювання кристалів сульфату амонію. Крізь штуцер матковий розчин відстояний від кристалів сульфату амонію безперервно стікає в каструлю зворотніх токів 6 і з неї в сатуратор.
З нижньої частини кристалоприймача 5 суміш кристалів сульфату амонію з матковим розчином самотіком поступає в центрифугу безперервної дії 7, де кристали відділяються від маткового розчину і промиваються горячою водою (78−80°С). Відфугований сульфат амонію з центрифуги подається транспортером 13 на сушку 14, а потім на склад. Розчин після центрифуги крізь каструлю зворотніх токів повертається в сатуратор.
Рівень маткового розчину в сатураторі підтримується постійним за допомогою спеціального бічного штуцера, через який надлишок маткового розчину відводиться в циркуляційну каструлю 8, яка являється одночасно гідравлічним затвором, що робить неможливим вихід газу з сатуратора разом з розчином.
При виникненні в ванні сатуратора надлишку маткового розчину останній з циркуляційної каструлі самотіком перетікає в збірник 9, звідки по потребі насосом 10 повертається в сатуратор.
1.2 Безсатураторний метод
Подальше вдосконалення методів отримання сульфату амонію на коксохімічних заводах привело до появи бессатураторного процесу уловлювання аміаку з коксового газу в насадних або безнасадних (форсуночних) абсорберах.
Безсатураторний процес отримання сульфату амонію може здійснюватися по двох принципово різним схемам: уловлювання аміаку пересиченим розчином, що містить кристали, і ненасиченим розчином з подальшим отриманням в окремому апараті кристалів солі сульфату амонію шляхом упарювання частини розчину[5].
На вітчизняних коксохімічних заводах частіше застосовується друга схема у якій передбачається установка двоступінчатого абсорбера для здійснення роздільного уловлювання з газу аміаку і піридинових основ і кристалізація сульфату амонію, що утворився, в окремому апараті - випарнику (під вакуумом).
Ця схема має ряд переваг: абсорбери зрошуються ненасиченим розчином, що усуває їх засолення; при кристалізації солі в окремому апараті можна отримати кристали практично будь-якого розміру, процес легко керований; процес кристалізації можна здійснювати періодично і насичений розчин може складуватися. При цьому не порушується робота уловлюючої установки.
Здійснення процесу уловлювання аміаку, піридинових основ і кристалізація солі сульфату амонію в окремих апаратах, дозволяють підтримувати для кожного з них найбільш доцільний режим. Це забезпечує достатню повноту уловлювання аміаку піридинових основ з газу і отримання великокристалічної солі.
Таким чином, отримання сульфату амонію по безсатураторному методу здійснюється в двох установках — абсорбційній і випарно-кристалізаційній.
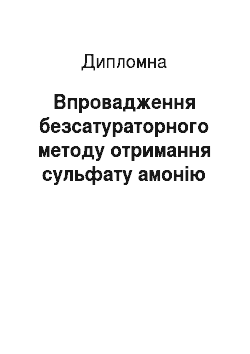
Розглянемо технологічну схему отримання сульфату амонію без сатураторним методом[6]. (рисунок 1.2).
Коксовий газ, що містить аміак і піридинові основи, поступає в абсорбер 1, що є полим апаратом із форсуночним зрошенням, що складається з двох ступенів, — нижнього та верхнього, розділених між собою горизонтальною тарілкою.
У нижньому ступені 2 абсорберу циркулює розчин, що містить близько 40% сульфату амонію і 1−1,5% вільної сірчаної кислоти. У верхньому ступені 3 абсорберу циркулює розчин що містить від 20 до 30% сульфату амонію і 10−12% вільної сірчаної кислоти.
Після проходження нижнього і верхнього ступенів абсорбера коксовий газ проходить кислотну ловушку 4, що призначена для видалення бризок маткового розчину.
Кожен ступінь абсорбера має свою самостійну систему зрошування.
1-абсорбер;2-нижній ступень;3-верхній ступень;4-кислотна ловушка;
5,7,12-збірники;6,8,13,15,25-насоси;9,10-напірні баки;11-смоловідділювач;14-випарник;16-ценрифуга;17,18-ежектори;19-циркуляуційна труба;20-сушка; 21, 22-конденсатори; 23-збірник чистого конденсату; 24-збірник брудного конденсату.
Рисунок 1.2 Схема безсатураторного методу отримання сульфату амонію.
Так, з нижнього ступеня абсорбера розчин через гідрозатвір поступає в циркуляційний збірник слабкого розчину 5, звідки насосом 6 подається на зрошування цього ж ступеня. Розчин же з верхнього ступеня абсорбера поступає в циркуляційний збірник міцного розчину 7, звідки насосом 8 подається на зрошування верхнього ступеня абсорбера.
Подача розчину як в нижній, так і у верхній ступені абсорбера робиться на двох рівнях.
Сірчана кислота і вода, необхідні для поповнення циркулюючих розчинів, подаються з напірних баків 9 і 10 в циркуляційні збірники першого і другого ступенів 5 і 7.
Частина маткового розчину з нижнього ступеня абсорбера безперервно відводиться в смоловідділювач 11, а. звідти у збірник 12, з якого насосом 13 подається вниз конічної частини трубчастого випарника 14.
У смоловідділювачі виділяється велика частина смоли яка випливає на поверхню розчину і безперервно видаляється скребковим транспортером. Це забезпечує мінімальне попадання смолянистих речовин у збірник 12 і, отже, запобігає забрудненню сульфату амонію.
У випарнику 14 відбувається випарювання води з розчину і кристалізація сульфату амонію. Завдяки вакууму (тиск дорівнює 75 мм рт. ст.), що створюється двоступінчатим паровим ежектором, температура кипіння розчину дорівнює 50−60° С. Випарник обігрівається парою низького тиску, близько 2 кгс/см2. У випарнику є внутрішня циркуляційна труба 19 більшого діаметру, ніж трубки, внаслідок чого створюється термічна циркуляція розчину усередині апарату, яка сприяє росту кристалів.
Пульпа, що утворюється в нижній частині випарника, є сумішшю кристалів сульфату амонію (приблизно 50−60% від маси пульпи) і насиченого маткового розчину, відкачується відцентровим насосом 15 в центрифугу безперервної дії 16. Матковий розчин після центрифуги повертається в циркуляційний збірник 5 нижнього ступеня абсорбера. Туди ж поступає промивна вода з центрифуги.
Вологий сульфат амонію з центрифуги поступає в сушарну установку 20 і далі на розфасовку.
Вакуум у випарнику створюється за допомогою парових ежекторів 17, 18, в які подається пара високого тиску. Між випарником і першим ступенем ежектора 17 встановлений поверхневий трубчастий конденсатор 21, охолоджуваний водою. Між ступенями ежектора є також конденсатор 22, охолоджуваний водою.
Конденсат гріючої пари, що утворюється у випарнику, поступає у збірник конденсату 23, а конденсати, що утворюються в конденсаторах 21 і 22 поступають у збірник брудного конденсату 24. З цих збірників конденсати передаються насосом 25 в напірний бак 10 і, отже йдуть на поповнення циклів або використовуються для інших цілей.
У верхньому ступені абсорбера, окрім доуловлювання аміаку, відбувається також уловлювання піридинових основ. Уловлювання піридинових основ здійснюється більше концентрованим розчином сірчаної кислоти (10−12%) що містить меншу кількість сульфату амонію (20−30%), чим забезпечується висока міра уловлювання піридинових основ з газу і велика концентрація їх в розчині.
Для виведення поглинених піридинових основ частина маткового розчину з верхнього ступеня абсорбера безперервно відводиться в піридинову установку.
Після вилучення піридину розчин з нейтралізатора піридинової установки поступає в розкислювач куди подається також сірчана кислота, тут доводиться її вміст до 4−5%, внаслідок чого осідає шлам, який відділяється в шламовому відстійнику. Після шламового відстійника розчин поступає у збірник циркуляції міцного розчину 7.
Таким чином, в циркуляційний збірник нижнього ступеня абсорбції поступають: розчин з нижнього ступеня абсорбера, вода для поповнення циклу з напірного баку 10, сірчана кислота з напірного баку 9, матковий розчин з центрифуги, а також надмірний розчин з циклу циркуляції верхнього ступеня абсорбера, зі збірника 7; у циркуляційний збірник верхнього ступеня абсорбера поступають: розчин з верхнього ступеня абсорбера, вода для поповнення циклу з напірного баку 10, сірчана кислота з напірного баку 9, матковий розчин з ловушки 4, знепіридинений розчин з піридинової установки.
Аміачні пари з дефлегматора аміачно-вапняної колони, як і при сатураторному методі отримання сульфату амонію, поступають в абсорбер і в піридинову установку.
1.3 Уловлювання аміаку водою
Основні реакції при уловлюванні аміаку водою — це реакції утворення в розчині гідроксиду амонію, гідрокарбонату, гідросульфіду і ціаніду амонію на стадії абсорбції. Частково відбувається фізична абсорбція молекулярного аміаку і цианістого водню, добре розчинних у воді. Виділення аміаку з розчину на стадії регенерації здійснюється десорбцією — аналогічно очищенню надлишкової надсмольної води в аміачних колонах. При цьому леткий аміак і кислі домішки з води практично повністю відганяються і переходять в пароаміачну суміш. У сучасних процесах цю суміш направляють або на очищення від кислих домішок (Н2S, НСN), а далі аміак спалюється в суміші з водяними парами, або на каталітичне розкладання аміаку і цианістого водню у відновній середі. У варіанті із спалюванням аміаку витягненні з газу сірководень, діоксид вуглецю і цианістий водень повертаються в прямий коксовий газ. При каталітичному руйнуванні аміаку в прямий коксовий газ повертаються заздалегідь охолоджені гази з каталітичного реактора, що містять водень, сірководень, діоксид вуглецю і частково непрореагваний аміак.
Перевагою технології уловлювання аміаку слід вважати поєднання процесів абсорбції аміаку з кінцевим охолоджуванням газу і відсутність хімічних реагентів. Газ з абсорбера аміаку при 30 °C поступає в абсорбер бензольних вуглеводнів. Вживані в цій технології процеси — безперервні, здійснюються в герметичній апаратурі; відсутнє забруднення атмосфери шкідливими викидами; застосовується АСУТП з дистанційним контролем оператором з диспетчерського пункту.
В той же час технологія має і недоліки, які неможливо усунути:
1. Повне очищення газу від аміаку досягається при температурі абсорбенту 30 °C, що вимагає підвищення ступеня очищення газу від нафталіну при первинному охолоджуванні газу (залишковий вміст нафталіну в газі 0,8 г/м). У сучасних схемах цього типу з цієї причини газ охолоджують в холодильниках з горизонтальними трубами до зниженої температури (20 °С). Використовують холодильні машини для подачі в нижню секцію газових холодильників води при температурі 18 °C .
2. Обов’язкове практично повне очищення газу перед аміачним абсорбером від смоли (концентрація в очищеному газі 20 мг/м3).
З. Вода є неселективним абсорбентом аміаку і володіє невисокою аміакоємністю. Для підвищення аміакоємкості за рахунок хімічних реакцій — утворення з'єднань аміаку з кислими газами використовують абсорбери з більшою поверхнею насадки і максимальним часом контакту фаз. При цьому разом з аміаком абсорбується до 30−40% сірководню і цианістого водню від ресурсів в коксовому газі.
4. При невисокій аміакоємкості розчину в циклі кругового очищення газу («абсорбер — десорбер — теплообмінники — абсорбер») обробляється великий об'єм абсорбенту (100 м3 на 100 тис. м3 газу в годину). Наслідок цього великі поверхні холодильників і теплообмінників води, дорогі десорбери, велика витрата пари на відгін аміаку і кислих газів з абсорбенту і так далі.
5. Абсорбент і пароаміачна суміш, що містять сірководень, діоксид вуглецю і ціаністий водень, вьісококорозіонноактивні при підвищеній температурі. Тому апаратуру регенерації аміачної води виготовляють з високолегированої сталі або титану. Сталева апаратура швидко виходить з роботи унаслідок корозії.
6. Навіть за умови ефективного очищення коксового газу від смоли спостерігаються відкладення в теплообмінній апаратурі вузла регенерації розчину. Великий об'єм абсорбенту і летючість домішок, що містяться в ньому, не дозволяють використовувати поширені способи очищення розчину від суспензій (смоли, вугільний пил).
7. Переробка пароаміачних сумішей, забруднених сірководнем і цианістим воднем, в цьому процесі ускладнена. При спалюванні аміаку пароаміачна суміш заздалегідь очищується від кислих домішок. При каталітичному руйнуванні аміаку утворюється низькокалорійний газ (до 500 ккал/м3), що містить водень, аміак, сірководень, цианістий водень, оксид вуглецю в об'ємі 8% від коксового газу, який при його поверненні в прямий газ до первинних газових холодильників збільшує навантаження на апаратуру по всіх відділеннях обробки коксового газу. Каталітичний реактор вимагає складної системи автоматичного регулювання і блокування.
Комплексно автоматизована технологія очищення коксового газу від аміаку водою у поєднанні з круговим аміачним очищенням газу від сірководню каталітичним розкладанням аміаку і цианістого водню і отриманням сірки по методу Клауса один з широко поширених сучасних способів комплексного очищення коксового газу з підвищеним вмістом сірководню.
На деяких заводах для уловлювання аміаку з коксового газу використовують холодну воду. На рисунку 1.3 показана схема уловлювання аміаку з охолодженням газу перед скрубером в трубчастому газовому холодильнику .
Охолоджений в холодильнику 1 коксовий газ поступає в послідовно включені аміачні скрубери 3, де промивається водою з аміачної колони. З першого по ходу газу скрубера вода спрямовується на дистиляцію.
1-холодильник;2-збірник конденсату;3-скрубери;4-насоси.
Рисунок 1.3 Схема уловлювання аміаку водою у скруберах[7]
В результаті проведення дистиляції в якості продукту виходить концентрована аміачна вода. Після виділення аміаку і охолодження вода повертається на останній по ходу газу скрубер (круговий процес).
Вміст аміаку в газі після скруберів не повинен перевищувати 0,03 г/м3. Витрата води на уловлювання аміаку складає 0,6−0,7 л/м3 газу. Поверхня насадки аміачних скруберів складає 0,7- 1 м2 на 1 м3/ч газу. [7]
Одночасно з аміаком з газу уловлюються двоокис вуглецю, сірководень і цианістий водень, що розчиняються у воді і взаємодіють з аміаком. Вміст аміаку та інших компонентів у воді залежить від їх вмісту в газі, температури уловлювання величини поверхні і тривалості контакту газу з водою.
Зазвичай в скруберній воді міститься 10−20 г/л аміаку, 8−10 г/л двоокису вуглецю, 2−4 г/л сірководню, близько 1 г/л цианістого водню, близько 1 г/л фенолів. Частина аміаку знаходиться в скруберній воді у вигляді солей, що розкладаються при кип’яченні, (NH4)2СO3, (NН4)2S, NH4CN і частина аміаку — у вигляді з'єднань NH4Cl, NH4CNS, (NH4)2SO4, (NH4)2SO3, (NH4)2S2O3 та ін. [7]
Температура газу до кінцевого холодильника і точка роси залежать від температури газу після первинного охолодження і міри стискування газу в нагнітачі. Нормальна температура газу перед кінцевим холодильником не повинна перевищувати 65 °C, а точка роси має бути не вище 35 °C. Температура газу після кінцевого холодильника залежить від температури охолоджувальної води і не повинна перевищувати 28 °C. Більш глибше охолодження газу сприяє інтенсивному поглинанню аміаку і, отже збільшенню його концентрації в скруберній воді. Це дозволяє понизити витрату пари на відгін аміаку .
Температура води, що поступає на поглинання аміаку з газу, не повинна перевищувати 25° С. При абсорбції малою кількістю води з тим, щоб отримати високі концентрації аміаку в скруберній воді, істотну роль грає відведення тепла, що виділяється при поглинанні аміаку.
На рисунку 1.4 приведений один з варіантів схеми процесу очищення коксового газу від аміаку водою з отриманням концентрованої аміачної води.
У скрубері 1 здійснюється промивка коксового газу холодною водою (питома витрата 0,6−0,7 л/м3 газу) внаслідок чого газ очищається, а вода поглинає аміак (і частково кислі гази) і виводиться у збірник 1а, куди також поступає надмірна вода процесу коксування.
Скруберна вода зі збірника 1а насосом 2 подається в напірний бак 3, звідки основний її потік (близько 90%) поступає на другу або третю тарілку дисоціатора 5 (заздалегідь підігріваючись в теплообміннику 4 до температури 50−60 °С), а інша (близько 10%) — безпосередньо на його верхню тарілку.
1-скрубер;1а-збірник;1б, 16-приколонки;2,8-насоси;3-напірний бак;4-теплообмінник;5-дисоціатор;6,13-колони;7-яма;9-градирня;10-дефлегматор; 11-конденсатор;12-мірник;14-воронка;15-змішувач.
Рисунок 1.4 Схема процесу очищення коксового газу від аміаку водою з отриманням концентрованої аміачної води У нижню частину дисоціатора 5 підводиться пара для підігрівання скруберної води, що стікає по тарілках, до температури 95 — 98 °C, внаслідок чого відбувається виділення з води в парову фазу кислих газів, які разом з аміаком спрямовуються у верхню частину дисоціатора 5. Внаслідок того, що верхня тарілка дисоціатора 5 живиться холодною скруберною водою, а нижні тарілки — водою при температурі 50−60°С, відбувається охолодження і часткова конденсація парової фази, що піднімається, яка на виході з дисоціатора 5 має температуру близько 45 °C.
Завдяки такому режиму роботи істотно знижується концентрація аміаку в парах, що покидають дисоціатор 5, оскільки розчинність аміаку у воді при знижених температурах значно перевищує розчинність кислих газів. Така попередня обробка скруберної води дозволяє виділити з неї до 80% діоксиду вуглецю і до 50% сірководню, тобто відповідно понизити їх вміст в отримуваному на стадії регенерації поглинача товарному продукті.
Пари після дисоціатора 5 додатково очищаються від аміаку в промивачі 17 і спрямовуються в газопровід (чи можуть бути безпосередньо використані для отримання сірчаної кислоти), а гаряча скруберна вода спрямовується на парову регенерацію в колону 6. За відсутності необхідності виділення кислих газів (допускається їх присутність в отримуваній концентрованій аміачній воді) скруберна вода після теплообмінника 4 може подаватися безпосередньо в колону 6, минувши дисоціатор.
У вичерпній частині колони 6 із скруберної води аміак і залишкова кількість кислих газів десорбують в парову фазу. Регенерована скруберна вода при температурі дещо більше 100 °C виводиться з колони 6 і спрямовується в теплообмінник 4 (для теплообміну з вихідною скруберною водою), а потім до ями 7, звідки насосом 8 подається в градирню 9 (де охолоджується до 25 — 30 °С) і насосом 19 — на зрошування скрубера 1.
Наявність дефлегматора 10, а також зміцнюючої частини в колоні 6 сприяє збільшенню концентрації аміаку в паровій фазі, що поступає в конденсатор 11, за рахунок часткової конденсації водяної пари (при температурі 89−92 °С) і повернення того, що утворюється в дефлегматорі 10 аміаковмісного конденсату на верхню тарілку колони 6 у вигляді флегми.
Повна конденсація концентрованої аміачної пари в трубчастому конденсаторі 11 забезпечує отримання товарного продукту, що виводиться через оглядовий ліхтар в мірник 12 при температурі не більше 30 °C.
Для запобігання накопиченню пов’язаних солей аміаку в оборотній скруберній воді частина її подається на живильну тарілку колони 13, працюючу аналогічно колоні 6 з тією лише різницею, що після десорбції літкого аміаку, що стікає з вичерпної частини колони 13 вода змішується з розчином лужного реагенту (сода, вапно, луг), що подається з воронки 14. Після хімічної взаємодії і розкладання пов’язаних солей в змішувачі 15 вода з низу колони 13 спрямовується на верхню тарілку приколонку 1 б, де в результаті подачі гострої пари десорбує аміак, що вивільнився хімічним шляхом, який разом з водяними парами поступає в середню частину колони 13. З нижньої частини приколонку 16 стічна вода поступає у відстійник 18, а її надлишок виводиться з технологічного циклу. При необхідності розкладанню пов’язаних солей може передувати процес знефенолення води, що поступає з вичерпної частини колони 13.
Для отримання концентрованої аміачної води з меншим вмістом сірководню і діоксиду вуглецю використовують спеціальні прийоми, зокрема процес дисоціації здійснюють під тиском або використовують вапно при паровій регенерації скруберної води (для зв’язування кислих газів в початковій воді і уловлювання їх з аміачної пари). Такі прийоми можуть забезпечити зниження вмісту сірководню в продукті до 0,005% і менше.
1.4 Отримання безводного аміаку
Отримання безводного (рідкого) аміаку здійснюється шляхом ректифікації під тиском чистої (що не містить кислих газів) концентрованої аміачної води, яка отримується при витяганні аміаку з коксового газу круговим фосфатним методом. Принципова технологічна схема цього процесу приведена на рисунку 1.5. Абсорбція аміаку з газу здійснюється при температурі 40 — 50 °C поглинальним розчином моноамонійфосфату, що містить 330−380 г/л NH4H2PO4 і 8 — 12 г/л (NH4)2HPO4 в двоступінчатому абсорбері 1. Перший (по ходу газу) ступінь абсорбера 1, розташований нижче розділяючої перегородки 3, працює в режимі форсуночного зрошування, яке забезпечується циркуляційним насосом 2, а друга (вище за перегородку 3) — у
1-абсорбер;2,5,11,21-насоси;3-перегородка;4-смоловідділювач;6-теплообмінник;7-підігравач;8-регенатор;9-конденсатор;10-збірник;12-колона ректифікації; 13-дефлегматор; 14-холодильник; 15,20-збірники; 16-підігрівач; 17-евапаратор; 18-пароінжекторна установка; 19-холодильник.
Рисунок 1.5 Схема уловлювання аміаку з коксового газу круговим фосфатним методом.
барботажному режимі й оснащена пакетом тарілок спеціальної конструкції. Такі умови витягання аміаку обмежують розчинення кислих газів у поглиначі і забезпечують нормативні вимоги до очищення коксового газу.
У другому (барботажному) ступеню абсорбера 1 поглинальний розчин містить переважно однозаміщену форму фосфату амонію і характеризується вищою кислотністю (рН 5,2 — 5,6), що сприяє повнішому витяганню аміаку.
У першому (форсуночному) ступеню в результаті витягання аміаку і взаємодії його з моноамонійфосфатом (МАФ) зростає вміст діамонійфосфату (ДАФ) до величини близько 230−250 г/л, при цьому рН розчину зростає до 5,8 — 6,5. Насичений розчин фосфатів амонію виводиться з першого ступеня абсорбера 1 на регенерацію при питомій витраті 30−35 м3/т витягуваного аміаку. Цей розчин містить смолянисті та інші зважені домішки, вимиті з газу у зв’язку з чим він передусім {піддається тривалому відстою в смоловідділювачі 4, потім насосом 5 подається, в тарілчастий регенератор 8, працюючий під надмірним тиском близько 0,35 МПа. При цьому розчин ДАФ підігрівається в парорідинному теплообміннику 6, а потім в паровому підігрівачі 7 до температури близько 180 °C. У регенераторі 8 під впливом температури відбувається гідроліз діамонійфосфату з виділенням молекулярного аміаку, який десорбує в парову фазу і відноситься висхідним потоком водяної пари у верхню частину регенератору 8, де на верхніх тарілках здійснюється їх промивання розчином лугу для доочистки від кислих газів (на рисунку 1.5 не показано). Пароаміачна суміш охолоджується спочатку в теплообміннику 6, а потім в конденсаторі 9, де утворюється концентрована аміачна вода, що направляється у збірник 10.
Концентрована аміачна вода, що практично не містить кислі гази подається насосом 11 через паровий підігрівач в колону ректифікації 12, працюючу під тиском 1,5 — 2,0 МПа (відповідна температура кипіння води близько 200°С). Колона 12 в нижній частині обладнана виносним циркуляційним підігрівачем 16, за допомогою якого в ній підтримується відповідний тиск і створюється висхідний потік парогазової фази. У вичерпній частині колони 12 відбувається десорбція аміаку з аміачного розчину, що поступає, а у верхній зміцнюючій частині - концентрація аміачної пари. Конденсація водяної пари в дефлегматорі 13 забезпечує живлення зміцнюючої частини колони 12 висококонцентрованою (по аміаку) рідкою фазою і отримання практично безводної парової фази, що конденсується під тиском у холодильнику 14 з утворенням рідкого аміаку, що поступає в спеціальний збірник 15.
Збіднена аміачна вода з низу колони 12 поступає в нижню частину регенераційної колони 8, звідки разом з регенерованим розчином МАФ виводиться в евапоратор 17, працюючий під вакуумом близько 400 мм рт. ст., де відбувається часткове випарне охолодження розчину і додаткова десорбція аміаку водяними парами, що утворилися.
Після евапоратора 17 регенерований розчин МАФ остаточно охолоджується в холодильнику 19 і поступає у збірник 20, звідки насосом 21 знову подається в абсорбер 1. Температура цього розчину встановлюється з урахуванням температури і відносного вологовмісту газу, що поступає в абсорбер 1, і є одним з чинників забезпечення водного балансу установки, що впливає на міру упарювання оборотного поглинального розчину коксовим газом. Кондиційність оборотного розчину по розчинених домішках забезпечується шляхом виводу з циклу відповідної його кількості зі збірника 20.
Вакуум в евапораторі 17 забезпечується за рахунок пароежекторної установки 18, призначеною як для евакуації аміаковмісної парогазової суміші з евапоратору 17, так і для створення висхідного потоку парової фази-носія в регенераційній колоні 8.
Приведений вище процес забезпечує отримання рідкого продукту, що містить 99,99% аміаку і не більше 0,003% діоксиду вуглецю, який може бути використаний як в якості сировини при виробництві органічних і неорганічних азотвмісних речовин, так і в якості висококонцентрованого азотного добрива. Для зберігання і транспортування цього продукту застосовується спеціальне устаткування і транспортні засоби.
1.5 Очищення коксового газу круговим фосфатним способом зі знищенням аміаку
Технологія очищення газу круговим фосфатним способом із знищенням аміаку, упроваджена у ВАТ «Кокс» в 2000 р. по раніше виконаних розробках Вухіна й Уральського політехнічного інституту, всесторонньо досліджена і удосконалена в період більш ніж трилітній експлуатації промислової установки великої одиничної продуктивності (до 120 тис. м3 /ч газу, що очищається.
Нові технічні рішення, захищені патентами і «ноу-хау», вигідно відрізняють технологічний процес від способу ФОСАМ. Фактично утворений новий, найбільш економічний спосіб очистки коксового газу, що відповідає перспективним вимогам за умовами праці, екологічною і промисловою безпеки:
1) абсорбціяаміакуздійснюєтьсяселективнов тарільчастофорсуночному апараті до залишкового вмісту аміаку в газі 0,03 г/м3; з газу абсорбується 0,7% сірководню і 3,5% цианістого водню (від ресурсів в газі); абсорбер одиничною потужністю 100 тис. м3/ч має мінімальні розміри: діаметр 3600 мм, висота 23 м, гідравлічний опір 450 мм вод. ст.;
2) регенерацію розчину діамонійфосфату здійснюють в колоні мінімальних розмірів (діаметр 1800 мм, висота 14 м) завдяки оптимізації режиму барботування на тарілках апарату;
3) розчин перед регенерацією очищують від зважених забруднень ефективним способом, що забезпечує тривалу експлуатацію устаткування без очищення від відкладень; застосовують високоефективний і надійний спосіб охолоджування регенерованого розчину; в процесі освоєння технології встановлено, що прийнята конструкція абсорбера забезпечує повне уловлювання аміаку при подачі регенерованого розчину в нього при температурі 70 °C;
4) в період трьохлітньої експлуатації в промислових умовах були проведені випробування добавок ортофосфорної кислоти трьох сортів на поновлення втрат розчину ортофосфатів амонію; обрані доступні сорти очищених кислот з гарантованим їх отриманням з підприємств-постачальників;
5) пароаміачна суміш після регенератора мінімально забруднена сірководнем (0,08−0,02 г/кг), що не вимагає очищення від кислих домішок перед реактором знищення аміаку спалюванням;
6) створений агрегат спалювання аміаку в горизонтальному циклонному реакторі з незалежними топками спалювання коксового газу і висококонцентрованої пароаміачної суміші; конструкція реактора дозволяє отримати продукти горіння з мінімальним вмістом оксидів азоту і при охолодженні цих газів забезпечити максимальну паропотужність котла-утилізатора;
7) технологія керується АСУТП, управління відбувається з диспетчерського пункту двома операторами .
Технологічна схема процесу очищення коксового газу круговим фосфатним способом із знищенням аміаку зображена на рисунку 1.6.
Коксовий газ, охолоджений в холодильниках з горизонтальними трубами, очищений від нафталіну і аерозолів смоли в скрубері Вентурі і нагнітачах, подають при 55−60 °С у абсорбер 1. В якому розчином моноамонійфосфату (МАФ) з газу уловлюється аміак. Далі газ поступає в бензольно-скруберне відділення, де охолоджується при закритому циклі кінцевого холодильника. Сирий бензол уловлюється кам’яновугільним поглинальним маслом в скруберах з плоскопаралельною насадкою.
Очищений газ подають споживачам на спалювання в котлах ГРЕС, котельні заводу і опалювальні системі коксових батарей.
Розчин ортофосфатів амонію (переважно діамонійфосфату — ДАФ) після абсорбера 1 насосом подають у відстійники 2, де він очищується від уловлених з газу домішок смоли. Розчин, що відстоявся, насосом подається через теплообмінники 3 в регенератор 4, в якому з розчину паром
1-абсорбер аміаку; 2-відстійник розчину ДАФ; 3-теплообмінник; 4-регеніратор; 5-випарювач; 6-промзбірник розчину МАФ; 7-холодильник; 8-резервуар розчину МАФ; 9-промзбірник розчину ДАФ; 10-промзбірник смоли; 11-кондесатор; 12-промзбірник водяного аміаку; 13-десорбер; 14-пічь-реактор; 15- котел-утилізатор; 16-димовідсмоктувач; 17-димар; А-прямий коксовий газ; Б-зворотній коксовий газ; В-смола у відділення конденсації; Г-вода у збірник води після аміачних колон; Д-пар; Е-димові гази.
Рисунок 1.6 Технологічна схема відділення очистки коксового газу зі знищенням аміаку десорбується аміак. Регенератор має випарник 5. У випарник і куб регенератора подають перегріту пару. Співвідношення витрати «гострої» і «глухої» пари регулюється — для підтримки постійної концентрації розчину ортофосфатів в абсорбційнодесорбційному циклі. Регенерований розчин МАФ з молярним співвідношенням аміаку до фосфорної кислоти 1,25−1,28 з регенератора поступає в теплообмінники З, нагріває розчин ДАФ, охолоджується до 80−90 °С і скидається в промзбірник розчину МАФ 6. Звідси розчин насосом прокачується через холодильники 7 і після охолоджування до 40−45 °С поступає в резервуар 8, з якого надлишок розчина крізь перелив перетікає в промзбірник 6. З резервуару 8 розчин ДАФ насосом подається на верхню тарілку абсорбера 1.
Розчин з нижньої тарілки стікає в шар циркулюючого розчину нижньої порожнистої секції абсорбера із зрошуванням форсунки. З абсорбера через гідрозатвір він перетікає в промзбірник 9, з якого насосом подасться на циркуляцію через форсунки нижньої секції абсорбера. У промзбірник автоматично підтримується постійний рівень відкачуванням надлишку розчину ДАФ з нагнітальної лінії циркуляційного насоса в перший по ходу розчину відстійник 2. Після відстою від домішок смоли і вугільних часток розчин ДАФ подається насосом в теплообмінники 3, а потім при 110−120 °С поступає на верхню тарілку регенератора 4. Смола періодично по графіку виводиться з поверхні відстійників в промзбірник 10, з якого у міру накопичення відкачується в механізованих освітлювачів відділення конденсації.
Пароаміачна суміш (ПАС) з регенератора, що містить 15−20% аміаку, ділиться на два рівні потоки; 50% ПАС проходить через конденсатори 11. Концентрована аміачна вода з конденсаторів стікає в промзбірник 12, з якого насосом подається на верхню тарілку десорбера 13 установок спалювання аміаку. Друга половина ПАС вводиться в середню частину міжтарільчастого простору десорбера 13. У куб десорбера подають «гостру» пару. Воду з десорбера з вмістом леткого аміаку 0,1—0,15 г/дм3 передають в збірник води після аміачної колони.
ПАС з десорбера поступає в пічь-реактор термічного руйнування і спалювання аміаку 14. У верхній частині печі-реактора розміщені пальники для спалювання коксового газу. Коксовий газ спалюється при змішуванні з повітрям і при температурі 1450 °C; продукти горіння у вихровому потоці поступають в зону подачі пароаміачної суміші. При нагріві останньої продуктами горіння коксового газу до температури 800−1000°С аміак в основному термічно руйнується — виходять азот і водень. Частка аміаку і водень при подачі повітря в зону нижче за введення ПАС спалюють при температурі на виході з печі 1150 °C. Продукти горіння після реактора проходять через котел-утилізатор 15, охолоджуються до 140−160 °С і димовідсмоктувачем 16 подаються в димар 17.
У котлі-утилізаторі отримують перегріту пару середнього тиску (12−14 атм). Велика частка пари використовується в технології очищення газу від аміаку; невеликий надлишок передають на завод. У експлуатаційному режимі відділення очищення газу від аміаку працює без зовнішнього пароспоживання. Для умов планової або аварійної зупинки вузла знищення аміаку передбачена можливість конденсації всього об'єму пароаміачної суміші в конденсаторах 11 і передача концентрованої аміачної води в накопичувальний резервуар, розрахований на декілька діб роботи без установки спалювання. Для цих умов передбачено резервне постачання парою відділення очищення газу від мережі заводу. Резервні піч-реактор і котел-утилізатор проектом не передбачені. Відділення очищення газу зі знищенням аміаку працює в автоматичному режимі. Система АСУТП розроблена фахівцями заводу. Управління агрегатами очищення газу і знищення аміаку здійснюється з пульта двома операторами в зміну .
2 Фізико-хімічні основи виробництва
Отримання сульфату амонію засноване на поглинанні аміаку з коксового газу розчином сірчаної кислоти і протіканні реакції нейтралізації.
2NH3+H2SO4>(NH4)2SO4+q (2.1)
Процес нейтралізації сірчаної кислоти аміаком протікає в дві стадії:
— утворення кислої солі - бісульфату амонію
H2SO4+NH3>NH4HSO4; (2.2)
— перетворення кислої солі на середню у міру перенасичення розчину аміаком
NH4HSO4+NH3>(NH4)2SO4 (2.3)
Ці реакції протікають з виділенням тепла, кількість якого залежить від умов ведення процесу. При взаємодії чистого аміаку і насиченого розчину сульфату амонію що містить 7−8% вільної кислоти, тепловий ефект сумарної реакції складає при 47,5°С 815 кДж/кг сульфату амонію, а при 66,3°С 1855 кДж/кг При поглинанні аміаку з коксового газу тепловий ефект процесу значно менший оскільки частина аміаку знаходиться у вигляді летких з'єднань з сірководнем, вуглекислотою і іншими кислими газами, на розкладання яких витрачається тепло. Для практичних розрахунків можна приймати тепловий ефект сумарної реакції рівним 1180 кДж/кг сульфату амонію.
Співвідношення між сульфатом та бісульфатом в розчині визначається кислотністю останнього. При низькій кислотності (1−2%) в розчині переважає сульфат, який випадає з пересиченого розчину у вигляді кристалів. При підвищенні кислотності розчину до 34% середня сіль переходить практично повністю в кислу, яка має кращу розчинність у воді і в кислих розчинах. При 60 °C розчинність сульфату амонію у воді складає 46,6%, при підвищенні кислотності до 19% вона практично не міняється, а потім поступово росте і при кислотності 34% досягає максимуму (близько 52%) після чого починає знижуватися.
Утворення кристалів сульфату амонію відбувається при пересиченні маткового розчину за рахунок безперервного процесу поглинання аміаку сірчаною кислотою або в результаті упарювання розчину. Кристалізація розпочинається з утворення центрів кристалізації - зародків кристалів. Для отримання великих кристалів необхідно забезпечити умови для їх росту, інтенсивність якого залежить від швидкості дифузії сульфату амонію з розчину до граней кристалів швидкості переходу молекул солі з рідкої фази в тверду і швидкості відведення прихованої теплоти кристалізації від поверхні кристалів в розчин. При інтенсивному перемішуванні розчинів процеси дифузії сульфату амонію з розчину до граней кристалів і відведення тепла кристалізації настільки інтенсифікуються, що практично не роблять впливу на процес кристалізації. При цьому швидкість переходу речовини з рідкої фази в тверду пропорційна другому ступеню різниці концентрації пересиченого і насиченого розчинів