Миття та очищення деталей і складальних одиниць
Чистота деталей і складальних одиниць — одна з основних умов досягнення високої якості складання виробів. Деталі, що поступають на вузлове складання, і складені елементи, що подаються на загальне складання машини, повинні бути цілком чистими. Металеві ошурки, дрібніші кусочки стружки, залишки матеріалів, абразивний порошок, попадаючи в отвори чи канали деталі, можуть згодом, при роботі машини… Читати ще >
Миття та очищення деталей і складальних одиниць (реферат, курсова, диплом, контрольна)
Миття та очищення деталей і складальних одиниць
Чистота деталей і складальних одиниць — одна з основних умов досягнення високої якості складання виробів. Деталі, що поступають на вузлове складання, і складені елементи, що подаються на загальне складання машини, повинні бути цілком чистими. Металеві ошурки, дрібніші кусочки стружки, залишки матеріалів, абразивний порошок, попадаючи в отвори чи канали деталі, можуть згодом, при роботі машини, попасти разом з мастилом в підшипники або зазори інших рухомих з'єднань і викликати їх передчасне зношування. Для запобігання цього деталі і складальні одиниці в процесі складання проходять спеціальні операції: очищення та миття.
Способи миття застосовують, переважно, такі: хімічний (миття занурюванням і струминне миття із застосуванням органічних розчинів), електрохімічний (у спокійному або примусовому збуджуваному електроліті) і ультразвуковий. Виконуються також досліди по створенню мийних машин, які використовують електрогідравлічний ефект, що виникає у воді при імпульсних іскрових розрядах.
Очищення складальних одиниць і деталей від шару антикорозійного мастила, слідів фарби на поверхнях та інших твердих забруднень може бути здійснене механічним шляхом, за допомогою приводних і ручних щіток, з наступним миттям і обдуванням стиснутим повітрям.
Струмом розчину деталі миють у промивних шафах або в спеціальних мийних машинах. Тиск струму — 7−15 Н/см2.
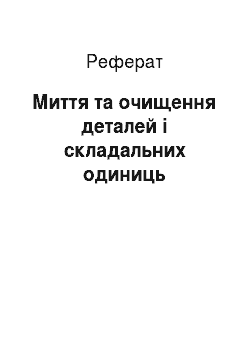
В серійному і масовому виробництвах використовують спеціальні машини (однокамерні, двокамерні та трикамерні), в яких процес миття деталей і складальних одиниць здійснюється в закритому просторі без участі робітника (рис. 1).
Рис. 1. Схема двокамерної мийної машини У зв’язку з тим, що жирові речовини погано змочуються водою, до складу миючої рідини, крім неорганічних речовин (лугів), повинні також вводитись речовини з поверхнево-активними властивостями. Ці властивості мають мило, кислоти, спирт, рідке скло, синтетичні миючі речовини.
Коли до чистоти внутрішніх каналів складальних одиниць висуваються особливо жорсткі вимоги, промивання виконують струменем підігрітого до 60° С гасу, який направляється під тиском 600 Н/см2 і вище. Чистоту промивання визначають фільтрацією проб гасу, що витікає з отворів складальної одиниці.
В процесі електрохімічного миття у спокійному чи примусово збуджуваному електроліті відбувається механічна і хімічна дія потоків рідини на деталь, а також катодна поляризація, що у сукупності дуже інтенсифікує процес миття (рис. 2).
Проте часто при складанні особливо точних з'єднань потрібне ще більш ретельне очищення. Воно досягається промиванням в рідинному середовищі за допомогою ультразвуку. Цей принцип полягає в тому, що в рідині збуджуються ультразвукові коливання, в результаті чого створюються кавітаційні бульбашки, які механічно діють на забруднену поверхню. Ударні хвилі, що при цьому виникають, порушують шари мастила, бруду тощо, що покривають поверхню деталей. Одночасно відбувається також хімічна взаємодія забруднень з рідиною-розчином. Коливання, звичайно з частотою приблизно 20 Гц, створюються п'єзокварцевим або магнітострикційним перетворювачем.
Рис. 2. Схема електрохімічного миття складальної одиниці: 1 — ванна з електролітом; 2 — підведення електроліту для створення турбулентності; 3 — підвіска з вузлом, що промивається Деякі конструкції ванн для ультразвукового миття показані на рис. 3.
Рис. 3. Схема ванн ультразвукового миття: а — з п'єзокварцевим випромінювачем: 1 — діафрагма; 2 — проміжне середовище (трансформаторне мастило); 3 — нагрівальний змійовик; 4 — посудина з миючим розчином; 5 — п'єзокварцевий випромінювач; б — з магнітострикційним перетворювачем: 1 — миючий розчин; 2 — перетворювач; 3 — трансформатор ультразвукових коливань; 4 — обмотка Дрібні стружки, ошурки і залишки абразиву, вилітаючи з великою швидкістю з отворів та заглиблень при обдуванні, можуть бути причиною травм складальника. Щоб запобігти цьому, на наконечник доцільно закріпити гумовий відбивач (рис. 4).
деталь складальний забруднення очищення Рис. 4. Наконечник повітряного шланга для обдування деталей Великогабаритні корпусні деталі за технічними міркуваннями часто миттю не піддають.
Після виконання припасувальних робіт в таких деталях можуть залишитись частки стружки і абразиву. Їх доцільно очищувати за допомогою висмоктування сторонніх часток під вакуумом.
Дрібні деталі, що випадково потрапили в складальну одиницю, зручно витягувати з важкодоступних місць постійним магнітом, який підвішують на гнучкому тросі.
Відполіровані, відшліфовані поверхні деталей, що поступають на складання після промивання, необхідно оберігати від корозії, яка виникає від дотику рук робітника і попадання на ці поверхні поту, який містить органічні кислоти і солі. Враховуючи це, на ряді операцій складальники повинні працювати в бавовняних, а в окремих випадках шкіряних рукавичках.
ВИКОРИСТАНА ЛІТЕРАТУРА
1. Воробьёв Л. Н. Технология машиностроения и ремонта машин. — М: Высшая школа, 1981. — 334 с.
2. Новиков М. П. Основы технологии сборки машин и механизмов. — М. М., 1969. — 651 с.
3. Основы технологии машиностроения / Под ред. В. С. Корсакова — М.М., 1977. — 416 с.
4. Проектирование технологи / Под ред. Ю. М. Соломенцева. — М.М., 1990 — 416 с.
5. Руденко П. А. Раздел 3. Технология изготовления машин: Конспект лекцій. — Чернишов, 1986. — 159 с.
6. Справочник технолога-машиностроителя / Под ред А. Г. Косиловой и Р. К. Мещерякова. Т. 2. — М. М., 1986. — 496 с.
7. Технология машиностроения (специальная часть) / Гусев А. А., Ковальчук Е. О., Колосов И. М. и др. — М.М., 1986. — 480 с.