Аналіз технологічності конструкції виробу чи складальної одиниці
На рис. 2 наведені приклади формування деяких з'єднань. Фаски полегшують процес складання деталей (рис. 2, а), напрямний пояс з рухомою (Н8/е8) посадкою полегшує запресовування вала (рис. 2, б), наявність в деталі отвору d для виколотки полегшує випресовування деталі (рис. 2, в), нарізні отвори для відтискних гвинтів дозволяють виключити застосування спеціального знімальника для розкладання… Читати ще >
Аналіз технологічності конструкції виробу чи складальної одиниці (реферат, курсова, диплом, контрольна)
Аналіз технологічності конструкції виробу чи складальної одиниці.
1. Загальні відомості.
Конструкцію виробу називають технологічною, якщо в прийнятих конструктивних рішеннях враховані можливості забезпечення оптимальних затрат праці і коштів на його проектування, виготовлення, технічне обслуговування та ремонт при заданій якості та прийнятих умовах виготовлення, технічного обслуговування і ремонту.
Відпрацювання конструкції виробу на технологічність (якісну оцінку технологічності) починають вже на етапі технологічного контролю креслень виробу чи складальної одиниці та аналізу їх службового призначення. Результати цієї роботи повинні забезпечити розв’язання таких основних задач:
— зниження трудомісткості та собівартості виготовлення виробу;
— зниження трудомісткості та вартості експлуатації виробу, його профілактичного технічного обслуговування і ремонту.
Порядок і правила відпрацювання конструкції виробу і складальної одиниці на технологічність регламентується державним стандартом. Цим же стандартом встановлено ряд кількісних показників технологічності, які розраховуються для даного виробу і порівнюються з показниками базового виробу, який виступає в даному випадку як еталон.
До основних кількісних показників відносяться: трудомісткість виготовлення виробу; рівень технологічності конструкції по трудомісткості виготовлення; собівартість виробу; рівень технологічності конструкції по собівартості. Крім основних показників, використовують ряд додаткових: витрати матеріалу (маса виробу, його матеріаломісткість та ін.); ступінь уніфікації виробу, яка характеризується коефіцієнтом конструктивної спадковості, повторюваності та стандартизації. До додаткових показників відносяться також ступінь уніфікації технологічних процесів, тобто можливість максимального використання типових технологічних процесів, і показники обробки (коефіцієнт точності обробки, коефіцієнт шорсткості поверхонь тощо).
Крім кількісної оцінки, проводиться також якісна оцінка технологічності. Якісна оцінка характеризує технологічність конструкції узагальнено на підставі досвіду виконавця і проводиться на всіх стадіях проектування як попередня. Їх характеризують показники: добре-погано.
Подальша розробка технології виготовлення виробу проводиться для відпрацьованої на технологічність конструкції.
2. Технологічні вимоги до конструкції складальних одиниць та рекомендації з поліпшення їх технологічності.
Основні вимоги до технологічності виробу:
1. Виріб повинен складатись з одиниць, які можуть складатись окремо, тобто незалежно від складання інших складальних одиниць. Це дозволяє виконувати складальні операції складових частин виробу паралельно, що забезпечує скорочення тривалості виробничого циклу.
2. Кожна складальна одиниця має містити якомога меншу кількість деталей. Їх скорочення досягається шляхом об'єднання в одній деталі функцій декількох. Це зменшує обсяг складальних операцій, а іноді й повністю виключає необхідність їх виконання. Наприклад, гвинт з буртом виконує функції гвинта і шайби (рис. 1, а). При його виготовленні з капрону забезпечується також ущільнення з'єднання. Виконання на торці бурта зубців (рис. 1, б) чи відгинання краю бурта (рис 1, в) зменшує можливість самовідгвинчування. Виготовлення гвинта із західною частиною, яка забезпечує свердління та нарізання різі (рис. 1, г) у сполучуваній деталі, полегшує процес механізації з'єднання та закріплення деталей.
Рис. 1. Технологічні конструкції деталей багатофункціонального призначення.
Інший ефективний шлях скорочення кількості деталей, особливо кріпильних (гвинтів, штифтів і шпонок), а також зменшення трудомісткості виготовлення виробів можливий за допомогою застосування пружних кришок, втулок, упорних кілець і пальців, які до того ж встановлювати простіше. Перед складанням розміри таких деталей збільшуються за рахунок розтягування чи зменшуються шляхом стискання для збільшення зазору в процесі складання. Звичайну притискну кришку закріплюють до корпусу гвинтами. Для її встановлення необхідно свердлити отвори і нарізати різь під гвинти в корпусі, і обробляти його торцеву поверхню під кришку, а потім загвинчувати і затягувати гвинти. При застосуванні пружного елемента для складання достатньо встановити тільки пружну кришку. При цьому значно скорочуються затрати часу на виготовлення деталей і складання виробів, а відсутність отворів у корпусі під гвинти дозволяє зменшити товщину його стінок. Все перелічене вище забезпечує економію коштів і матеріалів.
3. Виріб повинен включати максимальну кількість стандартизованих і нормалізованих складальних одиниць. Це обумовлює збільшення серійності їх випуску і, як наслідок, зниження трудомісткості виготовлення, зниження собівартості.
4. Виріб повинен мати, за можливістю, мінімальну кількість багатоланкових розмірних ланцюгів (наявність їх утруднює одержання необхідної точності замикальної ланки). Якщо скоротити кількість ланок розмірного ланцюга неможливо, необхідно передбачити в конструкції виробу компенсатор.
5. В конструкції складальної одиниці необхідно передбачити можливість суміщення технологічних і вимірювальних баз, це забезпечить більш високу точність складання.
6. Повинна бути передбачена можливість випробовування та обкатування складальних одиниць (якщо це потрібно) до з'єднання їх з іншими елементами машини; дотримання цієї умови виключає появу дефектів на загальному з'єднанні.
7. При розробці конструкції виробу повинна бути передбачена можливість механізації та автоматизації складальних і розкладальних робіт, тобто забезпечене зручне підведення механізованого інструмента до місць з'єднання деталей, і врахована можливість використання підйомно-транспортних засобів при складальних (розкладальних) роботах.
8. Виріб повинен бути сконструйований так, щоб при складанні було мінімум припасувальних робіт і обмежена кількість операцій сумісної механічної обробки деталей, що складаються.
9. Конструкція виробу повинна допускати швидку заміну зношених деталей.
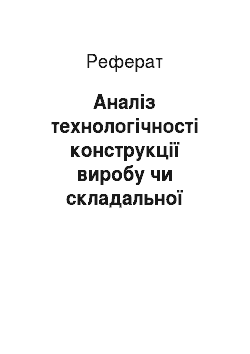
На рис. 2 наведені приклади формування деяких з'єднань. Фаски полегшують процес складання деталей (рис. 2, а), напрямний пояс з рухомою (Н8/е8) посадкою полегшує запресовування вала (рис. 2, б), наявність в деталі отвору d для виколотки полегшує випресовування деталі (рис. 2, в), нарізні отвори для відтискних гвинтів дозволяють виключити застосування спеціального знімальника для розкладання з'єднання (рис. 2, г), Конічна опорна поверхня у гайок і гвинтів забезпечує стопоріння нарізного з'єднання (рис. 2, д). При складанні з'єднань по двох отворах 1 і 2 (рис. 2, е) їх роблять різних розмірів, що дозволяє запобігти створення на поверхні 2 задирок (крім того, розмір роблять більшим, що забезпечує краще спрямування пальця при складанні), достатня відстань? від осі нарізного отвору до стінки корпусу дозволяє використовувати більш продуктивний торцевий ключ (рис. 2, є).
Рис. 2. Приклади конструктивного оформлення деяких з'єднань: а — фаски полегшують процес складання деталі; б — напрямний пас з рухомою посадкою полегшує запресування вала; в — наявність в деталі отвору для виколотки полегшує випресовування деталі; г — нарізні отвори для відтискних гвинтів дозволяють виключити застосування знімальника для розкладання з'єднання; д — конічна опорна поверхня у гайок і гвинтів забезпечує стопоріння нарізного з'єднання; е — при складанні з'єднань по двох поверхнях 1 і 2 їх роблять різних розмірів, що дозволяє запобігти утворенню на поверхні 2 задирок; є - достатня відстань, а від осі нарізного отвору до стінки корпусу дозволяє використовувати більш продуктивний торцевий ключ На рис. 3, а показано нетехнологічну конструкцію через неправильне співвідношення розмірів деталей, що складаються в одному вузлі. Тут зубчасте колесо по діаметру несуттєво більше отвору в корпусі під підшипник. Цей, на перший погляд, непомітний дефект виявляється дуже суттєвим при складанні. Дійсно, щоб скласти вузол, необхідно попередньо ввести зубчасте колесо в корпус через інший отвір, після чого вставити вал, а запресовування зубчастого колеса і правого підшипника проводити в корпусі. Це ускладнює складання.
Якщо до цього додати, що для пригвинчування кришки лівого підшипника в конструкції не передбачене місце для ключа і у зв’язку з цим шків треба насаджувати після встановлення кришки, то зрозуміло, що конструкція вузла відносно складання надто нетехнологічна, хоча за суто конструктивною оцінкою вона особливих сумнів не виникає.
Для усунення вказаної похибки конструкції необхідно всього лише привести у відповідність діаметри зубчастого колеса і отвору в корпусі (рис. 3, б), передбачити отвори для торцевого ключа у шківі. В цьому випадку вузол може бути остаточно складений окремо, а при загальному складанні лише поставлений в корпус.
Рис. 3. Нетехнологічний (а) і технологічний (б) Приклади правильного і неправильного виконаних вузлів показані на рис. 4. В конструкції вузла (рис. 4, а) припасувальні роботи при складанні по засвердлюванню отвору і нарізанні різі під стопор можна значно скоротити, якщо замість нарізного стопора ставити гладкий штифт, і зовсім усунути, якщо змінити конструкцію кріплення валика.
Рис. 4. Приклади правильно і неправильно виконаних вузлів.
Часто в конструкціях вузлів з'єднувані поверхні деталей мають складну форму, у зв’язку з чим при складанні потребується проводити шабріння, розвертання та інші припасувальні роботи. Крім того, використання таких поверхонь у більшості випадків не викликається технічною необхідністю.
Трудомісткість складання виробу можна значно скоротити в тому випадку, якщо конструкція забезпечує зручність складання, тобто можливість вільного встановлення і підтримання деталі та інструмента (рис. 4, б), відкритий підхід.
Аналіз на технологічність конструкції виробу чи складальної одиниці дозволяє виявити велику кількість й інших різноманітних прикладів впливу конструкції на трудомісткість та якість складання. Задача полягає в тому, щоб при конструюванні нових машин забезпечувалося дотримання всіх технологічних вимог.
Використана література.
конструкція технологічний вимога виріб.
1. Новиков М. П. Основы технологии сборки машин и механизмов. — М., 1980. — 542 с.
2. Проектирование технологи / Под общ. ред. Соломенцева Ю. М. — М., 1990. — 446 с.