Техніко-економічне обґрунтування вибору проектного рішення
Працюючи лінії пачку заготовок немерной довжини завантажують в касету. Заготівлі падають до столу, і торці їх вирівнюються. Після цього заготівлі затискають притиском. Включають екіпаж, шипи нарезаются і змазуються клеєм. Касету з допомогою валу повертають на 180о над столом, у своїй гвинтова нарізка валу зміщує касету убік. Нарізають шипи на протилежних торцях заготовок. Касету ставлять… Читати ще >
Техніко-економічне обґрунтування вибору проектного рішення (реферат, курсова, диплом, контрольна)
Нижче наводяться дві глави з оповідання — Глєбов И.Т.,.
Глухих В.В., Назаров І.В. Науково-технічне творчество:
Учеб. посібник. — Єкатеринбург: Урал. держ. лесотехн. унт., 2002.- 264 с.
Глєбов Іван Тихонович.
Техніко-економічне обоснование.
вибору проектного решения.
19. Ефективність проектних решений.
19.1. Основні техніко-економічні параметры.
Усі параметри технічного об'єкта можна поділити дві групи з залежності їхню відмінність від оточуючої среды.
Параметри першої групи називають показниками технічного рівня. До ним відносять показники масові, геометричні, компоновочные. Не залежить від оточуючої среды.
Параметри другої групи називають квалиметрическими (квалітет — якість) чи основними характеристиками. До них відносять показники продуктивності, довговічності, надійності, эксплуатабельности, керованості, вартості та інших. Ці показники залежить від довкілля [43].
Основними показниками, які характеризують процес розробки та експлуатації технічного об'єкта, є час, вартість будівництва і надійність (рис. 33).Эти показники тісно пов’язані між собою. Розвиток процесів йде по спирали.
Прогнозуючи технічні рішення, слід пам’ятати, що й складність безупинно зростає, і тому час, необхідне з їхньої розробку, теж збільшується. З іншого боку, зростає час на виготовлення і наладку технічних объектов.
Ускладнення технічних об'єктів спричиняє зростання витрат суспільства до їх розробку й експлуатацію. Чим більший новизна розроблюваного технічного рішення, тим більша витрати суспільства до розробку і промислове освоєння. Особливо зростає вартість ремонту й обслуговування. Наприклад, вартість виготовлення трактори ДТ-75 менша за вартість його ремонту за термін служби 8…9 років у 2,5 раза.
Для зменшення витрат на експлуатацію необхідно підвищити надійність технічного об'єкта у його використання. Зв’язок показників «час — вартість — надійність» може бути обернено пропорційній. Наприклад, якщо розробляється технічний об'єкт із наперед заданими показниками надійності в заданий час, доведеться збільшити вартість виготовлення з допомогою збільшення трудових ресурсів чи використання дорогих, але надійних, компонентів. Якщо ні можливості збільшити ресурси на виготовлення, то доведеться попуститися надійністю рахунок збільшення терміну разработки.
Ефективність використання технічного рішення визначають по формуле.
[pic], де П — приріст прибыли;
З — приріст затрат.
Якщо Еге (3, то «за кордоном, наприклад, всі з розробці нового технічного рішення припиняються [13].
19.2. Критерії розвитку технічних объектов.
19.2.1. Класифікація критериев.
Критерії розвитку — це параметри технічного об'єкта, котрі з протязі багато часу монотонно змінюються, наближаючись до свого межі, і виступають мірою досконалості і прогрессивности.
Технічні об'єкти вдосконалюються у напрямку поліпшення критеріїв. Оскільки якість будь-який машини оцінюється з кількох критеріїв, то принцип розвитку залежить від поліпшенні одним і не погіршенні інших критериев.
Схема класифікації критеріїв розвитку приведено на рис. 34 [30].
Для оцінки якості машин використовують чотири групи критеріїв розвитку: функціональні, технологічні, економічні та антропологические.
19.2.2. Функціональні критерії развития.
Функціональні критерії розвитку характеризують продуктивність, точність і надійність верстатів. Критерій продуктивності залежить від створення низки параметрів (швидкість, частота обертання валів, кількість шпинделів тощо.), які впливають продуктивність станка.
Точність виготовлення виробів регулюється квалитетами.
Критерій надійності відбиває властивість машини виконувати певні функції, зберігаючи експлуатаційні показники у заданих межах протягом необхідного проміжку часу, чи необхідної напрацювання [13]. Надійність машини включає показники безвідмовності, ремонтопригодности, сохраняемости, довговічності. Кількісними критеріями надійності служать ймовірність безвідмовної роботи, число відмов (чи інтенсивність відмов) і напрацювання на отказ.
19.2.3. Технологічні критерії развития.
Технологічні критерії розвитку характеризують можливість економії живого праці під час виготовлення і підготовки до експлуатації машин.
Критерій трудомісткості виготовлення машини знаходять як приватне від розподілу сумарною трудомісткості АТС проектування, виготовлення й підготовки на експлуатацію вироби головне показник ефективності Q:
Кт = Атс/Q.
Як головний показника ефективності машини можна взяти встановлену потужність приводів, кВт, або інший показатель.
Критерій техноло-гічних можливостей відбиває простоту і принципову можливість виготовлення машини. Характеризується він коефіцієнтом техноло-гічних можливостей Ктв.
Значення коефіцієнта 0 (Ктб (1, і він більше, то більше вписувалося зберігаються відомі рішення на машині, тим, у більшою мірою використовуються куплені і уніфіковані елементи, багаторазово перевірені у роботі і изготовлении.
Конструктор часто прагне задовольнити високі вимоги до машини відомими, традиційними структурами, використовуючи конструктивні рішення, вже відпрацьовані на відомих зразках. Такий їхній підхід вимагає мінімуму витрат часу та коштів, але тягне у себе небажані последствия.
При зайвому захопленні наступністю, запозиченням, уніфікацією, спробою скористатися тим, що вже створено і випробувано, неможливо забезпечити необхідного підвищення рівня показників машин, неможливо лідирувати на світовому ринку. Спроектовані в такий спосіб машини швидко морально старіють і крізь короткий час потребують додаткової модернизации.
Але це означає, що треба розробляти тільки новостворені машини. Зазвичай, бажаного результату можна досягти комбінації відомих рішень з новими структурними рішеннями, побудованими на сучасних фізичних і технологічних принципах.
Зазвичай, у нові сучасні машини раніше розроблених прототипів переноситься середньому до 50% конструктивних рішень без переробок чи з частковими змінами. У цьому високі значення показників наступності досягаються переважно з допомогою другорядних структурних елементів, які вже з покоління машин другое.
Основні підсистеми у своїй, зазвичай, створюються заново.
[43].
Критерій використання металів Кім характеризує технологічний процес виготовлення деталей машини та дорівнює відношенню маси машини G до масі витрачених матеріалів Р (у своїй куплені комплектуючі елементи не враховуються): Кім = G/P .
Значення Кім загалом вбирається у 0,55.
Критерій розчленовування машини на елементи служить мірою оптимальності розчленовування машини на вузли і деталі із метою спрощення технології розробки, доводки, виготовлення, ремонту, модернізації, уніфікації і стандартизации.
Чим менший в машині складальних одиниць і деталей, тим менше її маса, вище жорсткість і надійність, менше трудомісткість механічного оброблення і сборки.
Більша розчленовування машини на складальні одиниці, і деталі теж має переваги. Більша розчленовування машини з новими елементами дозволяє скоротити час і трудомісткість розробки та доводки машини загалом. У процесі вироблення і доводки нового верстата економічніше та простіше усувати недоліки окремих простіших вузлів і деталей.
Розширюються можливості уніфікації і стандартизации.
19.2.4. Економічні критерії развития.
Критерій металоємності Км дорівнює відношенню маси машини Gк до її головному показнику ефективності Q (встановлена на, кВт, максимальна ширина обробки, див, для фуговальных, рейсмусовых та інших верстатів, продуктивність, шт./мин, м/мин тощо.): Км = Gк/Q.
Критерій енергоємності Кэ перебуває як ставлення витраченої енергії при експлуатацію у одиницю часу W до жодного з показників ефективності Q: Кэ = W/Q .
Критерій витрат за інформаційне забезпечення Кіо окреслюється відношення витрат P. S для закупівлі і експлуатацію обчислювальної техніки, розробку програмного чи інформаційного забезпечення до жодного з показників ефективності Q: Кіо = S/Q.
Критерій габаритних розмірів Кг дорівнює відношенню габаритних розмірів машини V до її ефективності Q: Кг = V/Q .
Чим менший значення Кг, тим менше машина займає виробничу площа, тим менше витрата матеріалів їхньому изготовление.
19.2.5. Антропологічні критерії развития.
Антропологічні критерії розвитку забезпечують максимальну пристосованість машини до людини, зниження дискомфорту, підвищення позитивних эмоций.
Критерій эргономичности характеризує використання у системі людинамашина фізичних, психологічних і інтелектуальних можливостей людини. Критерій дорівнює відношенню реалізованої ефективності системи человек-машина до максимально можливу ефективність цієї системы.
Критерії краси, безпеки і екологічності характеризують зовнішній вид машини, її безпека продукції та здатність не зашкодити оточуючої среде.
19.2.6. Критерії з оцінки деревообробних машин.
Загальна кількість критеріїв, що застосовуються оцінки деревообробних машин, можна розділити на дві групи: загальні всім случаев.
(глобальні) і, характерні приватних випадків [44].
З-поміж глобальних найважливішими вважають следующие:
— підвищення рівня автоматизації основних технологічних операций;
— підвищення рівня механізації і автоматизації допоміжних операций;
— підвищення безперервності процесу обработки;
— збільшення надійності роботи станка;
— зниження рівня трудовитрат живого праці изделии;
— зниження загальної трудомісткості изделия;
— підвищення рівня технологічності станка;
— зниження матеріаломісткості (металоємності) станка;
— досягнення оптимального розчленовування верстата на части;
— зниження энергопотребления;
— зменшення габаритів станка;
— поліпшення умов експлуатації і обслуговування станка;
— підвищення безпеки праці та обслуговування станка;
— поліпшення зовнішнього вигляду (краси) станка;
— підвищення екологічності станка.
Як приватних критеріїв, часто використовуваних в оцінці верстатів та його вузлів, назвемо следующие:
— висока швидкість резания;
— широкий діапазон регулювання подачи;
— плавність регулювання подачи;
— точність і стабільність базирования;
— точність обработки;
— якість обработки;
— опірність вибрациям;
— висока износостойкость;
— захищеність від перегрузок;
— низький рівень шума;
— відсутність монотонності у роботі оператора;
— легкість обслуживания;
— простота системи управления;
— відсутність «вередливих «механізмів, потребують частої наладки;
— простота і зручність наладки станка.
До кожного конкретного випадку проектування технічної системи конструктор підбирає перелік критеріїв розвитку зі списку глобальних та порожніх приватних критеріїв. Основою вибору служать вимоги, які пред’являються проектованої системі. У цьому на стадії вибору проектного рішення конструктор прагне, щоб система максимально задовольняла всім обраним критериям.
Контрольные і питання задания.
1. Як називають параметри технічного об'єкта, залежні і незалежні від оточуючої среды?
2. Що таке критерії развития?
3. Наведіть класифікацію критеріїв развития.
4. Як критерії розвитку враховують наступність технічних объектов?
5. Поясніть сутність критерію розчленовування технічного об'єкта на элементы.
6. Що враховують эргономические критерії развития?
7. Які критерії називають загальними і частными?
19.3. Оптимізація технічних решений.
19.3.1. Загальні сведения.
Аби вирішити завдання оптимізації необхідно мати безліч можливих (альтернативних) рішень Y (рис. 35). У цьому вся безлічі можна назвати безліч допустимих рішень Yд. Рішення називають допустимим, коли вона задовольняє обмеженням (вимогам, що ставляться до об'єкту): ресурсним, соціальним тощо. При этом.
Yд (Y, де символ (означає, що багато Yд є частка чи збігаються з безліччю Y можливих рішень. У безлічі допустимих рішень можна виділити безліч ефективного розв’язання Yэ, що містить у собі незрівнянні між собою найкращі решения:
Yэ (Yд.
Рішення Yэ називається оптимальним, коли вона забезпечує екстремум (максимум, мінімум) одночасно всіх критеріїв. Оптимальний рішення перебуває у безлічі ефективних решений:
Yо (Yэ.
Оскільки всі критерії одночасно що неспроможні прийняти екстремальні значення, то, при рішенні многокритериальной завдання знаходять лише раціональне решение.
Отже, завдання оптимізації спрямовано визначення найкращого (раціонального) рішення, шляхом послідовного звуження множин Y, Yд, Yэ відповідно до припустимими обмеженнями і прийнятими критеріями [45, 46]:
Yо (Yэ (Yд (Y.
Чим більший підібрано альтернативних варіантів, і що є більш вдалою підібрані критерії, тим більша вірогідність те, що знайдене рішення буде самим лучшим.
У інженерній практиці оптимізації можна назвати два правила:
— отримання бажаного ефекту мінімуму затрат;
— отримання максимальної ефекту під час використання заданих обмежених ресурсов.
Ці правила здобули значення економічних законов.
Суб'єктом будь-якого рішення є обличчя, яка набирає рішення (ЛПР). Це збірне поняття, у тому числі як одне індивідуальне обличчя, і групу осіб (групове ЛПР) [47].
ЛРП здійснює вибір рішення. Вибір — це ключова процедура процесу оптимізації. Вибір то, можливо критериальный, вольовий і случайный.
З допомогою критеріїв вирішуються однеі многокритериальные завдання. Вибір з допомогою критеріїв — самий точный.
Вольовий вибір рішення є усвідомлений і відповідальний вибір за умов, коли відсутня повний комплекс критериев.
Випадковий вибір застосовується за повної незнанні критеріїв оцінки. Їм можна скористатися, коли область допустимих рішень минимальна.
19.3.2. Концепція прийняття решений.
Концепція прийняття рішень представляє собою систему поглядів, що визначає загальну спрямованість і методику прийняття рішень. Концепція входять такі пункти [47].
1. У задачі прийняття рішень ЛПР виконує основну роль. Воно приймає рішення відповідно до своїх уподобань і несе них ответственность.
2. Експерти виконують допоміжну роль. Вони відповідають лише свої рекомендации.
3. Вимірювання якості рішень складає основі формування альтернативних варіантів та його порівняльної оцінки. Для оцінки потрібні альтернативні варіанти, хоча б два. Порівняльна оцінка рішень єдиний способом виміру перевагу без эталонов.
4. У разі невизначеності може існувати єдиного оптимального рішення. Для ЛПР, які мають різні переваги, рішення разными.
19.3.3. Ранжирование.
Для полегшення процесу вибору, досліджувані варіанти оцінюються кількісно і здатні якісно. Кількісне вимір важливості й перевагу варіантів рішень виконується методом ранжирования.
Ранжування — це процедура упорядкування. Виконується вона ЛПР. При ранжируванні варіанти рішень розставляються гаразд переваги по відношення до кожному критерию.
Якщо серед варіантів немає еквівалентних (рівнозначних) рішень, те з на них можна скласти последовательность.
[pic], (37) де варіант х1 кращий із усіх варіантів; варіант х2 менш бажаний х1, але краще всіх інших і т.д.
Ставлення (1) можна записати ставленням чисел с1 (с2 (с3 (… (сm.
Можлива зворотна послідовність чисел с1 (с2 (с3 (… (сm. (38).
Якщо найбільш кращого варіанту привласнити число 1, одержимо числову последовательность.
1 (2 (3 (…(m. (39).
Тут числа 1, 2, 3,…m називають рангами.
При ранжируванні найбільш кращого варіанту присвоюється ранг, рівний одиниці, другому по перевагу — ранг, рівний двох і т.д. Для еквівалентних варіантів призначаються однакові ранги, рівні середньому арифметичному значенням рангів. І тут, наприклад, ранги r1 = r2 = r3 = (3+4+5)/3 = 4.
19.3.4. Вибір ефективних решений.
Вибір рішень — це заключний і найвідповідальніший етап процесу прийняття рішень. Вибір виконують шляхом послідовного звуження області прийняття рішень та зменшення невизначеностей. У цьому безліч допустимих варіантів рішень звужується до безлічі ефективних варіантів рішень. Процедура ця виконується наступним образом.
Нехай безліч допустимих рішень містить варіанти Y1, Y2,… Y8. Для оцінки варіантів підібрані критерії варіантів А1, А2,… А6.
Для визначення ефективного розв’язання значення всіх критеріїв розвитку по варіантів призводять до рангам, і вивести результати заносять в таблицю (табл. 21).
Таблиця 21.
Ранжування варіантів рішень щодо критериям.
|Решени|Критерии розвитку | |я | | | |А1 |А2 |А3 |А4 |А5 |А6 | |Y1 |1 |2 |1 |1 |1 |1 | |Y2 |2 |3 |2 |2 |2 |1 | |Y3 |3 |1 |3 |3 |3 |3 | |Y4 |4 |1 |4 |4 |4 |3 | |Y5 |2 |2 |2 |2 |3 |2 | |Y6 |3 |3 |3 |3 |4 |2 | |Y7 |4 |1 |4 |4 |5 |4 | |Y8 |5 |1 |5 |5 |6 |4 |.
Спочатку ранжируют варіанти рішень щодо критерію А1. І тому треба визначити: що не рішенні критерій А1 найкраще реалізований. У наведеному прикладі віддають перевагу варіанту Y1, і його присвоєно ранг 1. Інші варіанти рішень менш предпочтительны, і це надано ранги в межах 2…5. Потім рішення ранжируют послідовно за іншими критериям.
Визначення області ефективного розв’язання робиться шляхом попарного порівняння варіантів рішень. Порівняння виконуються за принципом Парето, за яким одне правильне рішення Yi краще іншого рішення Yj, якщо виконується векторное ставлення «не хуже»:
(уi1, уi2, … уiq,) ((уj1, уj2, … уjq,).
Отже, одне правильне рішення краще іншого, коли всі значення рангів першого рішення буде не гірший значень відповідних рангів другого рішення і з крайнього заходу, на одне критерію має місце суворе предпочтение.
Будемо порівнювати рішення попарно. Порівнюємо ранги рішень Y1 і Y2. Перше рішення буде краще другого, оскільки його ранги вище, а шостий ранг буде не гірший ніж в другого. Друге рішення виключається з подальшого рассмотрения.
Потім порівнюємо Y1 і Y3. Усі ранги першого рішення вище, ніж в третього, але другий ранг гірше і тому третій розв’язок вилучити з розгляду нельзя.
Порівнюючи попарно інші рішення, доходимо висновку, що вони гірше, ніж рішення Y1 і Y3. Усі вони виключають із подальшого рассмотрения.
Отже, область допустимих рішень звузили до двох ефективних рішень Y1 і Y3.
19.3.5. Визначення єдиного решения.
Визначення єдиного рішення — завершальний етап процедури вибору. Аби вирішити завдання потрібна додаткову інформацію. Якщо такий інформації немає, те решіння можна вибрати в галузі ефективного розв’язання вольовим порядком. Вольове рішення буде близько до оптимальному.
Додаткова інформація то, можливо підготувала група експертів, що потенційно можуть встановити вагу (j кожному за обраного критерію. Вага критерію призначають не більше 0…1 (1 — істотна значимість критерію; 0,5 помірна значимість; 0 — не суттєва значимість). Для оптимального решения.
[pic], (40) де Кs — значення рангів кожному за решения.
Для попереднього прикладу результати вибору раціонального рішення зведені в табл. 22.
Таблиця 22.
Вибір раціонального решения.
|Решен|Критерии розвитку |[pic] | |іє | | | | |А1 |А2 |А3 |А4 |А5 |А6 | | |Y1 |1/1 |2/2 |1/0,5 |1/0,4 |1/0,2 |1/0,1 |3,2 | |Y3 |3/3 |1/1 |3/1,5 |3/1,2 |3/0,6 |3/0,3 |7,6 | |Вага |1 |1 |0,5 |0,4 |0,2 |0,1 | | |(j | | | | | | | | |Примітка. У чисельнику — значення рангів; в знаменнику | |твір значення рангу справді на вагу. |.
Оптимальним буде рішення Y1.
Отже, раціональним буде рішення, котрій зазначена сума буде минимальна.
19.3.6. Приклад вибору оптимального решения.
Дано: у початковій стадії проектування лісопильної установки для распиловки колод на пиломатеріали запропонували три варіанта установки: лісопильна рама Р, ленточнопильный верстат Л, круглопильный верстат Ц.
Найвища вимога, які пред’являються лісопильної установке:
— мінімум энергопотребления;
— максимальна производительность;
— максимальний вихід пиломатеріалів з допомогою скорочення частки опилок;
— мінімальна металлоемкость;
— надійність, безвідмовність в работе.
Потрібна вибрати задля її подальшого проектування кращу лесопильную установку.
Рішення. За критерії оцінки варіантів прийнято зазначені требования:
К1 — критерій энергопотребления;
К2 — критерій производительности;
К3 — критерій виходу пиломатериалов;
К4 — критерій надежности;
К5 — критерій металлоемкости.
Визначення безлічі ефективного розв’язання. І тому складемо табл. 23 і проведемо ранжування варіантів в кожному критерию.
Таблиця 23.
Ранжування варіантів по критериям.
|Вариант|Критерии | |и | | | |К1 |К2 |К3 |К4 |К5 | |Р |2 |2 |2 |1 |3 | |Л |1 |3 |1 |2 |1 | |Ц |3 |1 |3 |3 |2 |.
Критерій К1 — енергоспоживання. Енергоспоживання буде набагато меншою для того верстата, яка має пила буде тонше. По енергоспоживанню перевагу надають ленточнопильному верстата і його присвоюється ранг 1. Лісопильна рама менш краща, а круглопильный верстат — самий энергоемкий.
Критерій К2 — продуктивність. Аналіз продуктивності зроблено по відомим серійно выпускаемым верстатів моделей Ц8Д8, 2Р50−3, ЛБЛ-150. Максимальна швидкість подачі Vsm приведено лише до пилці: для круглопильного верстата Ц8Д8 — ранг R = 1;
Vsm = VsZ/1000 = 60 (8 = 480 м/мин; для лісопильної рами 2Р50−3 — ранг R = 2;
Vsm = S2xnZ/1000 = 75 (360 (10/1000 = 270 м /хв; для ленточнопильного верстата ЛБЛ-150 — ранг R = 3; Vsm = 90 м/мин.
Критерій К3 — вихід пиломатеріалів. Перевагу варіантів пов’язані з завтовшки пилки верстата. Чим тонше пила, тим менше утворюється тирси і тих більше вихід пиломатериалов.
Критерій К4 — надійність, безвідмовність у роботі. Про надійності роботи верстата судитимемо по безвідмовною роботі пилки (можливі відмови — обрив полотна пилки, втрата плоского напруженого состояния).
Критерій К5 — металлоемкость. Вважаємо, що найбільш легким верстатом буде ленточнопильный, йому дамо ранг 1.
Порівняння варіантів ведемо попарно за принципом Парето. Відповідно до принципу Парето перший варіант вирішення даної краще другого, якщо ранги першого рішення з всім критеріям буде не гірший відповідних рангів другого решения.
Попарне порівняння варіантів показало, що еквівалентних і явно поганих варіантів верстатів немає. Усі варіанти можна зарахувати до ефективним решениям.
Пошук одиничного, найкращого рішення. Для вибору найкращого варіанта необхідно додатково знати ваговій коефіцієнт Кs кожному за критерію. Значення коефіцієнтів перебувають експертної комісією виходячи з особистих переваг кожного експерт. Оптимальний рішення перебуває мінімізацією суми ефективних варіантів (табл. 24):
[pic].
Таблиця 24.
Оптимізація вариантов.
|Вариан|Критерии |[pic] | |ти | | | | |К1 |К2 |К3 |К4 |К5 | | |Р |2/1 |2/0,4 |2/1 |1/0,4 |3/0,9 |3,7 | |Л |1/0,5 |3/0,6 |1/0,5 |2/0,8 |1/0,3 |2,7 | |Ц |3/1,5 |1/0,2 |3/1,5 |3/1,2 |2/0,6 |5,0 | |Кs |0,5 |0,2 |0,5 |0,4 |0,3 | |.
Кращий варіант — ленточнопильный станок.
Контрольные вопросы.
1. При яких умов, можливо вирішення завдання оптимизации?
2. Поясніть зміст концепції прийняття рішень при оптимизации.
3. Що таке ранжування? Яка процедура його выполнения?
4. Наведіть приклад ранжирования.
5. Як здійснюється оцінка варіантів за принципом Парето?
6. Як знайти найкращий варіант вирішення даної задачи?
20. Техніко-економічне обгрунтування проектного решения.
Будь-яка наближена оцінка розроблюваного технічного рішення краще, ніж відсутність оценки.
(З книжки Евланова Л. Г. «Теорія і практика застосування рішень »).
Кожне технічне рішення, закладываемое в розроблюваний об'єкт, тягне у себе певних витрат їх виготовляти, експлуатації і наступного утилізації і тому має бути економічно оправданным.
Вже стадії проектування розробник оперує варіантами рішення завдання. Добре, якби дати якісну і кількісну оцінки кожного з цих варіантів. Проте на початку проектування конструктор немає достатніми для кількісної оцінки критеріїв. Значення критеріїв можна полічити лише при детальної опрацюванні даного варіанта конструкції, потім буде витрачено час та матеріальні ресурси. У зв’язку з цим вибір варіанта роблять за методиці, викладеної выше.
Нижче розібрано приклад рішення задачи.
20.1. Задача.
Нехай темою проекту буде розробка лінії для зрощування короткомерных пиломатеріалів за довжиною. Інформаційні дослідження вже виконано ще й представлені на рис. 12 і 14. Маючи них, треба вибрати прототип з його поліпшення. Це відповідальна завдання, оскільки прототип формує сутність проектного рішення. Якщо прототип буде обраний невдало, те й проектне рішення буде слабым.
Поліпшуючи прототип, треба підготувати безліч альтернативних варіантів виконання завдання про те, що з них вибрати найкраще рішення. Алгоритм розробки проектного рішення можна схемою (рис.36) [14, 43].
1. Опис проблемної ситуації. У деревообробному цеху утворюються кусковые відходи сухих пиломатеріалів довжиною 100 … 300 мм. Обсяг відходів — 2 м³ на зміну. Сьогодні ці відходи немає застосування і спалюються. Цех несе убытки.
Щоб вийти з проблемної ситуації кусковые відходи деревини, можна склеювати за довжиною на зубчасті шипи. Так, по крайнього заходу, робиться у світової практике.
Цьому заважає відсутність необхідного устаткування. Існуючі лінії, наприклад фірми Dimter, дозволяють склеювати пиломатеріали довжиною лише 220…1000 мм чи 300…2000 мм. Ці лінії мають велику продуктивність і великі габарити (ширина їх 5 м, а довжина 15 м). Лінії непридатні до роботи на невеликих цехах — вони займають велику виробничу площа, та його неможливо завантажити по производительности.
Рішення проблеми дозволить додатково одержати близько 1,7 м³ пиломатеріалів на зміну за одним цеху.
2. Опис функції технічного об'єкта. Узагальнене опис: лінія має забезпечити нарізування зубчастих шипів обох торцях заготовок немерной довжини, нанесення клею на шипи, складання і поздовжнє пресування склеиваемых заготовок. Одержуваний не вдома нескінченна стрічка пиломатериала повинна раскраиваться на поставлене розмір по длине.
Кількісне опис: розміри склеиваемых заготовок, мм: довжина 100…300, ширина 50…150, товщина 25…50, продуктивність — 2 м³ кусковых відходів у смену.
3. Вибір прототипу і впорядкування списку вимог щодо нього. З наявної узагальненої інформації (див. рис. 12 і 14) можна дійти невтішного висновку, що перспективними є ті лінії зрощування пиломатеріалів за довжиною, у яких заготівлі укладаються у пакет форми «брус «для нарізування зубчастих шипів і нанесення клею, та був поштучно подаються на складання і поздовжнє стиснення в подовжній пресс.
Відома лінія зрощування пиломатеріалів за довжиною, куди входять стрічковий реверсивний конвеєр 1, змонтований на вертикальної осі, із можливістю повертатися до упору 2 і пилофрезерному вузлу 3 з клеенаносящим пристроєм 4, змонтованими на суппорте 5.
(рис. 37, а). За стрічковим конвеєром розташований механізм поштучної видачі 6 заготовок, подовжній прес 7 з подає конвеєром і гальмівний колодкою 8, і навіть торцовочный верстат 9.
Список вимог. Поліпшена лінія повинна обеспечить:
— обробку кусковых відходів деревини розмірами, мм: довжиною 100…300; шириною 50…150 і завтовшки 25…50;
— освіту на лінії мінімуму нових деревних отходов;
— зниження енергоємності пресса;
— зменшення габаритов;
— продуктивність лінії близько двох м3 в смену.
4. Список недоліків прототипу. Прототип має такі недоліки: але в лінії неможливо обробити заготівлі довжиною 100 мм, бо їх важко сбазировать і зафіксувати на конвеєрі, та був передати пакет на наступний конвеєр. Це тим, що радіус барабанів, куди одягнутий стрічка конвеєра, порівняємо із довжиною заготівлі; б) шипи на передньому і задньому торцях заготовок нарезаются дзеркально, в результаті чого після склеювання бічна край стрічки виходить східчастої, минаючої в відхід при наступної обробці (рис. 37, б); в) лінія має великі габаритні розміри і велику виробничу площа; р) прес занадто энергоемок.
Зазначені недоліки можна ранжирувати (розставити за важливістю) так: а, б, р, в.
5. Формулювання задачи.
Дано: Лінія для склеювання пиломатеріалів за довжиною на зубчасті шипи включає шипорезный верстат з поворотним на вертикальної осі конвеєром, упором і механізмом різання на суппорте і подовжній прес з конвеєром і гальмівний колодкой.
Список вимог (викласти коротко): довжина заготовок 100…300 мм, кількість нових відходів, енергоємність і габарити лінії мінімізувати, продуктивність — 2 м³ в смену.
Список недоліків прототипу (викласти коротко): неможливо обробити короткі заготівлі, утворюється багато нових відходів, прес енергоємний, великі габарити линии.
Потрібна змінити прототип і усунути всі його недоліки при заданих ограничениях.
20.2.Преобразование задачи.
За позитивного рішення складне завдання ділять сталася на кілька простих. Кількість простих завдань дорівнювала кількості недоліків. Для кожної простий завдання формулюється технічне протиріччя, і підбираються прийоми решения.
Недолік 1 — неможливо на ленточном конвеєрі сбазировать і закріпити пакет з коротких заготовок для механічного оброблення. Звичайний спосіб усунення нестачі (СУ) — зменшити радіус барабана конвеєра. Для ідеального випадку радіус барабана має дорівнювати нулю. Небажаний ефект (НЭ-2), яке притому виникне — при радіусі барабана, рівному нулю, стрічка конвеєра зможе переміщатися. Технічні протиріччя: ТП-1 — якщо радіус барабана конвеєра зменшити нанівець, то короткі заготівлі добре базуються і фіксуються на конвеєрі, але стрічка конвеєра неспроможна рухатися (конвеєр стає непрацездатним); ТП-2 — якщо радіус барабана не зменшувати, то конвеєр працездатний, проте читають неможливо сбазировать і зафіксувати короткі заготівлі для нарізування шипів. При базування заготівлі з допомогою стрічки конвеєра повинні упертися торцями в упор.
Підберемо евристичні прийоми (див. додаток 1).
ЭП1 — 1.4. Перейти від криволинейных частин до прямолинейным.
ЭП2 — 3.1. Змінити традиційну орієнтацію об'єкта у просторі: горизонтальне становище на вертикальное.
ЭП3 — 7.12. Виділити в об'єкті найпотрібніший елемент і прагнуть зміцнити його поліпшення умов його работы.
Використовувати стандарти 1.1.1, 1.1.3 (див. п. 7.2).
Недолік 2 — через дзеркального нарізування шипів на заготівлях бічні крайки склеєної стрічки виходять ступеневими, що робить утворюються нові отходы.
СУ — при перебазування пакета для нарізування шипів з іншого боку заготовок пакет треба зрушити убік наполовину кроку шипів. НЭ-2 — ускладнюється кінематика устрою базування пакета. Технічні протиріччя: ТП-1 — якщо пакет заготовок зрушити убік на півкроку шипів, то бічна край склеєної стрічки буде пласкою, і кількість відходів при наступної обробці буде зведено до мінімуму, але ускладнюється кінематика устрою для базування; ТП-2 — якщо пакет убік не зрушувати, то кінематика механізму базування не ускладнюється, але обсяг відходів при наступної обробці увеличивается.
Аби вирішити скористаємося стандартом 1.1.3.
ЭП1 — 5.11. Розділити об'єкт на частини, здатні переміщатися щодо друг друга.
Недолік 3 — прес занадто энергоемок.
СУ — дослідження свідчать, що зусилля пресування зубчастих шипів можна знизити, якщо статична зусилля стискування замінити зусиллям ударного чи вібраційного дії. НЭ-2 — істотно ускладнюється конструкція гальмівного устрою. Технічні протиріччя: ТП-1 — якщо гальмівне зусилля преса виконати ударним, знижується зусилля пресування, але ускладнюється конструкція гальмівного устрою; ТП-2 — якщо гальмівне зусилля зберегти звичайним, то конструкція гальма не ускладнюється, але зусилля стискування шипів велико.
ЭП1 — 5.7. Розділити об'єкт на частини — важку і легку, пересувати лише легку часть.
ЭП2 — 5.14. Компенсувати дію маси об'єкта з'єднанням його з об'єктом, які мають піднімальної силой.
Використовувати стандарти 1.1.3, 1.1.7.
Недолік 4 — великі габаритні размеры.
СУ — заготівлі з нарізаними шипами подавати в прес безпосередньо з пакету з позиції нарізування шипів. НЭ-2 — зменшується продуктивність. Технічні протиріччя: ТП-1- якщо заготівлі подавати в прес з пакету з позиції нарізування шипів, то зменшуються габарити лінії, але убуває її продуктивність; ТП-2 — якщо завантаженні преса заготівлі подавати ні з пакета, то продуктивність лінії не зменшується, але збільшуються її габаритні размеры.
Оскільки за умовою завдання продуктивність лінії потрібно знизити, можна вважати, що це технічне протиріччя не загострене. Недолік 4 можна усунути звичайним способом: подавати заготівлі в прес безпосередньо з пакета.
20.3. Пошук нових ідей решения.
На цьому етапі необхідно знайти нові театральні ідеї рішення по черзі всіх задач.
Усунення нестачі 1. З метою базування і фіксації пакета заготовок для нарізування шипів можна применить:
1) стіл за спрямовуючої лінійкою і притиском, пакет пригортати до упору і розгортати вручную;
2) те, але замість столу використовувати трубу прямокутного поперечного сечения;
3) з ЭП2- 3.1 і стандарту 1.1.1 слід, що потрібно використовуватиме базування і переміщення пакета те що дармове полі - гравітаційне. Це можна зробити, якщо горизонтальне (традиційне) становище пакета при базування і нарезании шипів замінити на вертикальне положение.
Використовуючи стандарт 1.1.3, вирішуємо, що стіл чи трубу слід закріпити на горизонтальному валу із єдиною метою розвороту столу на 180(з допомогою, наприклад, пневмоцилиндра.
Усунення нестачі 2. Для усунення пакета заготовок убік наполовину кроку зубчастих шипів можна запропонувати такі варианты:
1) котра спрямовує лінійку столу зміщувати убік між регульованими упорами пневмоцилиндром;
2) за стандартом 1.1.3, пропонується такий варіант: якщо вал столу (труби) забезпечити парою винт-гайка, то, при повороті валу на 180(стіл зміститься убік наполовину кроку різьби винта.
Усунення нестачі 3. Для зниження енергоємності преса можна застосувати ударну чи вібраційну гальмівна навантаження. Пропонуються такі варианты:
1) застосувати маховик з приводом, обертався назустріч подачі заготовок в прес і короткочасно дотичний з заготовками;
2) відповідно до стандарту 1.1.7 маховик повинен стикатися з легкої проміжної деталлю, яка взаємодіє з заготовки і виконаною з износостойкого материала.
Усунення нестачі 4: подавати заготівлі в прес безпосередньо з пакета, розташованого горизонтально.
Отже, по завданню створено 8 варіантів розв’язання технічних протиріч. Проведемо їх анализ.
20.4. Аналіз отриманих варіантів идей.
Аналіз варіантів здійснюється з метою визначення їхніх сумісності в розроблюваної технічної системи та можливості небажаних впливів на інші частини системи (табл. 25).
Таблиця 25.
Аналіз наслідків використання нових технічних решений.
|Отрицательные |Позитивні наслідки, | |наслідки, |що впливають інші підсистеми | |що впливають інші | | |підсистеми | | |Варіант 1. Стіл з спрямовуючої лінійкою і притиском: | | Ручну працю | Можна обробляти деталі | |Варіант 2. Стіл як труби прямокутного перерізу: | | Ручну працю, незручно | Можна обробити короткі | |обслуговувати |деталі | |Варіант 3. Стіл (труба) на поворотному валу: | | Ручне завантаження пакета |Дозволяє базувати, | | |започаткувати перевертати | | |пакет | |Варіант 4. Спрямовуюча лінійка, смещаемая убік: | | Ускладнює конструкцію |Дозволяє правильно базувати | |Варіант 5. Вал забезпечити парою винт-гайка: | | Ні | Дозволяє правильно базувати | |Варіант 6. Маховик з приводом контактують з | |заготовки: | | Подгорание деревини |Ущільнює шиповое з'єднання | |Варіант 7. Маховик контактують з проміжної | |деталлю, контактують із заготовки у пресі: | | Ні |Ущільнює шиповое з'єднання | |Варіант 8. Стіл (трубу) фіксувати горизонтально для | |подачі заготовок в прес: | | Ні | Спрощує завантаження преса |.
20.5. Синтез працездатних технічних решений.
З варіантів ідей, аналіз яких приведено у табл. 25, спробуємо досягти кількох варіантів проектних рішень завдання. Мета цього етапу — скласти якнайбільше працездатних варіантів системы.
Під час розробки варіантів проектних рішень широко користуються методом інверсії. У пристроях трапляється вигідно поміняти вузли (деталі) ролями, наприклад, переміщуваний вузол зробити нерухомим, провідну деталь зробити відомою. Доцільно буває инверсировать форми деталей, наприклад, зовнішнє конус замінити внутрішнім, опуклу поверхню — увігнутим [48]. Щоразу конструкція у своїй набуває нові свойства.
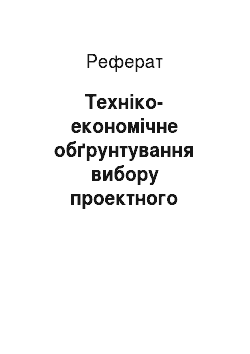
Варіант 1. Лінія включає вагон 1 з фрезою 2, столом 3 і пристроєм для нанесення клею (рис. 38). Над столом змонтовано вал 4, з'єднаний з касетою 5 для заготовок як труби прямокутного поперечного перерізу. Пресс містить які подають вальцы 6, гальмівна копил 7, взаємодіючу з заготівлею і розташовану між упорами, обмежують її хід. Маховик 8 з приводом може короткочасно взаємодіяти з колодкою. Вал 4 має гвинтову нарізку, взаємодіючу з гайкою. За пресом змонтовано пильное пристрій 9.
Працюючи лінії пачку заготовок немерной довжини завантажують в касету. Заготівлі падають до столу, і торці їх вирівнюються. Після цього заготівлі затискають притиском. Включають екіпаж, шипи нарезаются і змазуються клеєм. Касету з допомогою валу повертають на 180о над столом, у своїй гвинтова нарізка валу зміщує касету убік. Нарізають шипи на протилежних торцях заготовок. Касету ставлять у горизонтальне становище, і заготівлі поштучно подають у прес. Маховик ударної навантаженням упрессовывает шипи. Утворюється безперервна склеєна стрічка, яку розпилюють за довжиною пильным пристроєм 9.
Варіант 2. Рішення відрізняється від варіанта 1 тим, що заготівлі вручну базують по спрямовуючої лінійці і кріплять на столі каретки, яку вручну переміщають щодо фрези і клеенаносящих дисків. Стіл з допомогою эксцентриков можна порушувати наполовину кроку шипів. Після нарізування шипів заготівлі вручну подають у пресс.
Варіант 3. Рішення відрізняється від варіанта 2 тим, що у пресі маховик короткочасно взаємодіє безпосередньо з заготовкой.
Варіант 4. Рішення відрізняється від варіанта 2 тим, що стіл каретки виконано східчастим, причому одна сходинка вищою за інших наполовину кроку шипов.
Варіант 5. Рішення відрізняється від варіанта 4 тим, що стіл виконано пласким, але для підняття пакета заготовок наполовину кроку шипів під пакет кладуть прокладку.
Запропоновані варіанти представляють собою область допустимих решений.
20.6. Оцінка варіантів і вибір решения.
Аналізуючи цей етап спочатку уточнюється область ефективного розв’язання, та був вибирається остаточного варіанта виконання завдання, котрий рекомендується для подальшої конструкторської проработки.
Вважатимемо, що досягнення вдалого результату забезпечують такі критерии:
А1 — збільшення надійності роботи линии;
А2 — зниження энергопотребления;
А3 -підвищення рівня автоматизации;
А4 — точність і стабільність базирования;
А5 — простота і зручність наладки станка;
А6 — простота системи управления.
Варіанти Yi і Аj занесемо в табл. 26 і зробимо ранжування вариантов.
Таблиця 26.
Ранжування варіантів решений.
|Решени|Критерии | |я | | | |А1 |А2 |А3 |А4 |А5 |А6 | |Y1 |1 |1 |1 |1 |1 |2 | |Y2 |2 |1 |2 |2 |1 |1 | |Y3 |2 |1 |2 |2 |1 |1 | |Y4 |3 |1 |2 |2 |1 |1 | |Y5 |4 |1 |2 |3 |1 |1 |.
Порівнюючи варіанти попарно відповідно до принципом Парето, відзначимо, що варіант Y2 краще варіантів Y3, Y4, Y5, адже кожен його ранг буде не гірший відповідних рангів зазначених варіантів. Варіант Y1 має ранги вищі, ніж варіант Y2, крім рангів критерієм А6. Звідси випливає, що у область ефективного розв’язання входять лише варіанти Y1, Y2.
Для вибору найкращого рішення потрібні додаткові інформацію про вазі критеріїв. Якщо такі дані отримати важко, те решіння можна взяти вольовим шляхом. З таблиці видно, що краще виглядає варіант Y1. Його підтримав і приймаємо за найкраще решение.
Якщо все ж вагу критеріїв можна встановити, то відомостей про ефективних варіантах і вазі критеріїв треба занести в табл. 27.
Таблиця 27.
Вибір найкращого решения.
|Решени|Критерии |[pic] | |я | | | | |А1 |А2 |А3 |А4 |А5 |А6 | | |Y1 |1/0,3 |1/1 |1/0,1 |1/1 |1/0,8 |2/1 |4,2 | |Y2 |2/0,6 |1/1 |2/0,2 |2/2 |1/0,8 |1/0,5 |5,1 | |Вага |0,3 |1 |0,1 |1 |0,8 |0,5 | |.
Найкращий рішення відповідає варіанту Y1, оскільки йому значення [pic] менше, ніж на другому варианта.
Отже, варіант проектного рішення з темі обраний. Це варіант1. Далі слід провести докладний опис запропонованого варіанту з посиланнями позиції схеми. У цьому техніко-економічне обгрунтування проектного рішення заканчивается.
Заключение
.
Вивчення запропонованої книжки дозволяє читачеві придбати нові знання, вміння і навички у сфері наукових і конструювання. Ці знання можна використовувати щодо інших навчальних дисциплін, а вміння і навички буде закріплено і під час студентських дослідницьких робіт, і навіть курсових і дипломних проектов.
Навчальна дисципліна «Науково-технічне творчість» вивчає два перших підсистеми єдиної системи «наука — техніка — виробництво». У запровадження до книзі показано, що це частини зазначеної системи тісно взаємопов'язані друг з ще й спираються на потребность.
З викладеного у книзі матеріалу можна зробити такі выводы.
1. Навчальна дисципліна «Науково-технічне творчість» спирається на наукову базу, яке роками. У вашій книзі неодноразово робляться посилання історію розвитку науку й техніки. Історично склався мову науки, засадничі поняття та визначенням, методология.
Вивчивши і освоївши загальні інформацію про науково-технічному творчості, який навчається зможе й обговорювати різні запитання щодо мовою науки.
2. Будь-яка нова знання об'єкт техніки спирається на старе знання. Для отримання нового знання виняткову роль набуває інформація. Потоки інформацією світі такі великі, що використовувати їх повному обсязі стає невозможно.
А, щоб полегшити доступом до інформації слід на стадії її підготовки й пошуку застосовувати трудосберегающие технології. Підібрана і оброблена інформація повинна використовуватися багаторазово різними фахівцями. І тому інформація мусить бути систематизовано і представленій у вигляді структурних матриць, узагальнених графів і фактографічних графиков.
Основну вимогу до інформації - менше тексту і більше матриць, графів і графиков.
3. Більшість наукових, технічних, технологічних, екологічних та інші проблеми і завдань годі розв’язати без проведення вимірів. Оскільки будь-які результати вимірів випадкові величинами (через неможливості винятку помилок виміру), то підхід до них повинен містити методах математичної статисти та теорії ймовірностей. Випадкові величини підпорядковуються законам розподілу Гаусса, Пірсона, Стьюдента, Фішера і др.
Для оцінки результатів виміру треба уявити помилки виміру: абсолютна і відносної, випадкової і систематичної та інших. Треба освоїти закони накопичення ошибок.
Специфікою до хімії та хімічної технології (і особливо в виконанні лабораторних робіт) вважатимуться мала кількість, котрий іноді відсутність паралельних (повторних, кратних) вимірів, що перешкоджає оцінку похибок, проведення аналізу та вибір форми уявлення кінцевих результатів измерений.
4. Наукове дослідження часто виконується шляхом проведення експерименту. Експеримент ставиться на моделі (експериментальної установці) за певним плану. Часто використовують чотири типи планів: до застосування кореляційного аналізу, дисперсионного аналізу, регресійного аналізу та на вирішення оптимізаційних завдань. Освоївши зазначені методики, читач буде впевнено почуватися під час проведення і обговоренні науководослідницьких работ.
5. Результати прикладних наукових досліджень про використовуються при розробці технічних об'єктів як нових параметрів, нових режимів роботи устрою, нових компонентів речовини, нових принципів дії пристрої і др.
6. Рушійною силою процесу вдосконалення технічного об'єкта є загострене технічне протиріччя. Технічних об'єктів без протиріч немає. Під час створення нового технічного об'єкта усувається загострене протиріччя, але водночас із цим зароджується інше протиріччя, який поки що не загострене. Згодом це протиріччя стає загостреним, гальмує бажане функціонування об'єкту і їх треба буде устранить.
7. На розробку нових технічних об'єктів розроблено різні методики. Відомі методи технічної творчості можна поєднати по принципу їх схожості на кілька груп: мозковий атаки, морфологічного аналізу, «контрольних питань», методи евристичних прийомів. Найбільш сильна група методів належить до алгоритмам рішення винахідницьких завдань, наприклад, АРИЗ-85-В, і навіть до стандартів влади на рішення винахідницьких завдань, розробленим Г. С. Альтшуллером.
Отже, на вирішення технічних завдань є достатня кількість методів. У цьому перші чотири методу активізують творчий процес, що два допомагають генерувати нові театральні ідеї. Для успішної роботи, особливо молодим фахівцям, досить освоїти 3…5 методов.
8. У процесі вироблення нового технічного об'єкта необхідно підготувати кілька варіантів розв’язання завдання, та був вибрати кілька (до 15) критеріїв, з допомогою яких обрано оптимальний решение.
Працюючи з книжкою самостійно, треба послідовно вивчати излагаемый матеріал. Самоконтроль можна навести з допомогою контрольних питань. Тільки по тому, як пройдений матеріал буде надійно засвоєно, можна переходити до вивчення наступного матеріалу. Для запам’ятовування термінів, визначень можна скористатися глоссарием (додаток 4). ———————————;
Витрати энергии.
Красота.
Надежность.
Трудомісткість изготовления.
Витрати материалов.
Эргономичность.
Точность.
Функциональ-ные критерии.
Економічні критерии.
Антропологічні критерии.
Виробляйтельность.
Рис. 34. Схема класифікації критеріїв развития.
Набір відомих аналогів, їх анализ.
Критерії развития.
Специальные.
Розчленування на элементы.
Габаритні размеры.
Экологичность.
Безопасность Затраты підготовка й одержання информации.
Використання материалов.
Технологічні возможности.
Вар.3.
Вар.1.
Вар.2.
Вар.4.
Розподіл складного завдання на прості, рішення простих задач.
Рис. 36. Схема процесу пошуку проектного решения.
1.
Вар.20.
Вар.8.
Вар.2.
Аналіз альтернативних варіантів рішень простих задач.
Синтез робочого низки варіантів проектних решений.
Вар.1.
Можливість суспільної потреби в технічному решении.
Надійність технічного решения.
Надійність обслуговування технічного решения.
Аналіз альтернативних варіантів і вибір проектного решения.
Надежность.
Технологічні критерии.
Вибір однієї чи кількох прототипів та його обработка.
Вар.4.
Вар.3.
Вар.2.
Вар.1.
Час разработки.
Вартість разработки.
Час изготовления.
Час обслуживания.
Термін службы.
Вартість изготовления.
Вартість изготовления Стоимость Время.
Рис. 33. Показники процесу розробки та обслуговування технічного решения.
[pic].
Рис. 37. Лінія зрощування пиломатеріалів за довжиною (прототип): а — лінія; б — схема сполуки заготовок.
Yо.
Yэ.
Yд.
Y.
Рис. 35. Типи решений.
Рис. 38. Варіант 1 проектного рішення линии.
[pic].
2.