Круглопилкові верстати для поздовжнього розкрою
Круглопилкові верстати з гусеничною подачею ЦДК-4 (Рис. 4) та ЦДК4−2 призначені для поздовжнього розкрою пиломатеріалів і щитів. Завдяки високій продуктивності і точності розпилу, а також простоті обслуговування, ці верстати найширше застосовуються на сучасних деревообробних підприємствах. Верстат ЦДК-4 складається з чавунної станини 1, стола 2, в якому рухається гусениця 3. Над столом розміщений… Читати ще >
Круглопилкові верстати для поздовжнього розкрою (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Круглопилкові верстати для поздовжнього розкрою.
Розкрій деревини вздовж волокон або поділ дощок на бруски відповідної ширини здійснюється на круглопилкових верстатах для поздовжнього розкрою (їх ще називають ділильними або ж прирізними) таких моделей: ЦА-2 і ЦА-3 — з вальцьово-дисковою подачею матеріалу; ЦДК-4, ЦДК4−2, ЦДК-5, ЦДК5−1 і ЦМР-1 з гусеничною подачею матеріалу, а також універсальні круглопилкові верстати Ц-5 (старої) і Ц-6 (нової) конструкції з ручною подачею матеріалу. Всі вони належать до другої групи круглопилкових верстатів.
Круглопилковий універсальний верстат з ручною подачею Ц-6 досить простий за конструкцією і в експлуатації (Рис. 1). На цьому верстаті можна розкроювати матеріал вздовж «і впоперек волокон, а також під будь-яким кутом. При застосуванні спеціальної збільшеної каретки на ньому можна розкроювати плитові матеріали на відповідні формати. Верстат складається з чавунної станини коробчастої форми. Пилковий вал 1 і електродвигун 8 закріплені на двох шарнірно зв «язаних із станиною плитах 7. Рух від електродвигуна до пилкового вала передається через клинопасову передачу. Положення пилкового вала й електродвигуна у вертикальній площині змінюють маховичком 6, який зв «язаний гвинтом з гайкою, що закріплена на верхній плиті. Пас натягується регулюванням довжини штанг, що з «єднують плити. На столі 2 є отвір для пилки і поздовжній паз, в якому рухається пересувний упор-кутник або каретка. На столі верстата закріплені напрямна лінійка 5 і захисний пристрій пилкового диска 4. Лінійка переміщується на відповідну відстань від пилкового диска і фіксується спеціальним гвинтом. При розкрої матеріалу впоперек або під кутом застосовують каретки або спеціальні пристрої (Рис. 2).
Рис. 1. Схема універсального круглопилкового верстата Ц-6:
1— пилковий вал, 2 — стіл. 3— пересувний кутник, 4 — захисні пристрої, 5 — напрямна лінійка. 6 — маховичок механізму установлення пилки по висоті, 7 — плита, 8 — електродвигун Рис. 2. Пристрій для поперечного розкрою на універсальному верстаті:
а — випилювання коротких заготовок під кутом, б — розпилювання квадрата по діагоналі; 1— заготовка, 2 — пилка, 3 — напрямна лівійка, 4 — пристрій (пилковий диск показано умовно без захисного пристрою) Рис. 3. Верстат для поздовжнього розкрою з вальцьово-дисковою.
подачею ЦА-3:
1 — задній подавальний валець, 2 — рифлений диск з розклинювальним ножем, 3— пилковий вал,, 4 — зубчастий диск, 5 — нижній передній валець, 6 — напрямна лінійка, 7 — пилка.
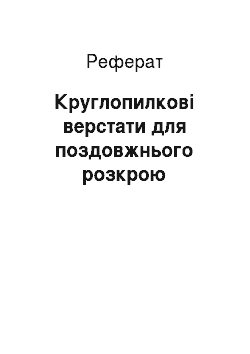
Рис. 4. Верстат для поздовжнього розпилювання з гусеничною подачею ЦДК-4:
1— станина, 2 — стіл, 3 — гусениця, 4— пилка, 5 — супорт затискних роликів, 6— маховички механізму настроювання пилкового супорта по висоті, 7 — маховичок механізму настроювання супорта притисних роликів по висоті, 8 — вимикач, 9 — упор, 10— напрямна лінійка.
Круглопилкові верстати з вальцьово-дисковою подачею ЦА-2 і ЦА-3 (Рис. 3) призначені для поздовжнього розкрою дощок на бруски і рейки.
Більш вдосконаленим є верстат моделі ЦА-3, в якого плавна (безступеиева) швидкість подачі здійснюється за допомогою гідро-привода.
Подача матеріалу на таких верстатах здійснюється вальцями і дисками, яким надає руху окремий тришвидкісний електродвигун за допомогою редуктора і ланцюгової передачі. Передній рифлений валик, що знаходиться перед пилкою, виступає з площини стола на 1—2 мм, а зверху над ним розміщений зубчастий диск. За пилкою розміщені такі ж пристрої — внизу валик, а вгорі диск. Поверхня диска рифлена, а посередині його по всьому колу виступає гладенький диск, звужений до периферійної частини, який виконує функції розклинювального ножа. Він товстіший від розводу зубців пилки на 0,5 мм. Перед переднім зубчастим диском підвішені гальму-вальні упори, які запобігають викиданню розпилюваного матеріалу із верстата і убезпечують роботу верстатника. Для видалення тирси використовується ексгаустерна воронка, з «єднана з трубопроводом ексгаустерної сітки.
Круглопилкові верстати з гусеничною подачею ЦДК-4 (Рис. 4) та ЦДК4−2 призначені для поздовжнього розкрою пиломатеріалів і щитів. Завдяки високій продуктивності і точності розпилу, а також простоті обслуговування, ці верстати найширше застосовуються на сучасних деревообробних підприємствах. Верстат ЦДК-4 складається з чавунної станини 1, стола 2, в якому рухається гусениця 3. Над столом розміщений пилковий вал, на одному кінці якого кріпиться пилка 4, а на другому — ротор електродвигуна. За допомогою гвинтового пристрою з маховичками 6 супорт з пилковим валом може підніматись або опускатись. Супорт слід встановлювати в такому положенні, щоб пилка заглиблювалась в поздовжню канавку, що є посередині гусениці, на 3—5 мм. Гусениця — це безконечний ланцюг з чавунних ланок, зв «язаних одна з одною металевими стержнями (пальцями). Спереду і ззаду стола гусениця охоплює два туєри (зірочки); один з них є привідним і з «єднаний з редуктором механізму подачі, що має свій електродвигун. Робочі поверхні ланок гусениці рифлені, завдяки чому вони добре притримують розпилюваний матеріал. Гусениця рухається по напрямних, розміщених у заглибленні стола майже на рівні його робочої поверхні (на 0,5—1 мм вище неї). Спереду і ззаду пилки розміщені притискні ролики, якими розпилювальна заготовка притискується до гусениці. Гвинтовий механізм з маховичком 7 дає можливість регулювати супорт з роликами по висоті при настроюванні верстата на відповідну товщину заготовки.
Щоб запобігти викиданню з верстата заготовок або відрізків, на супорті перед притискними роликами підвішені упори 9. На передній частині стола знаходиться напрямна лінійка 10, яка пересувається і фіксується вручну, залежно від потрібної ширини розпилюваної заготовки, по вимірювальній шкалі. Ззаду стола розміщений відкидний щиток, що закриває вихідну частину гусениці. Він притискується «пружиною і відсувається заготовкою, яка рухається. Зверху верстата є ексгаустерний приймач, що з «єднується з трубопроводом ексгаустерної сітки.
Верстат ЦДК4−2 відрізняється від ЦДК-4 тим, що має безсту-пеневу подачу матеріалу.
Круглопилкові верстати ЦДК-5, ЦМР-1 аналогічні за будовою і призначені для розкрою дощок, заготовок і щитів на бруски і рейки. На верстаті ЦДК-5 може бути встановлено 5, а на ЦМР-1 — до 10 пилок, що дає можливість за один прохід діставати кілька брусків або рейок. На гусеницях цих верстатів прорізів для пилок немає (пилки можна переставляти на різну відстань одна від одної). Щоб забезпечити розпилювання дошки на всю ЇЇ товщину, напрямні гусениці під пилками мають вигин вниз, що дає змогу гусеницям опускатись нижче від площини стола і відповідно пилки можна опускати на 3—5 мм нижче від нижньої площини заготовки.
Верстат ЦДК5−1 відрізняється від попередніх тільки тим, що він має зворотний конвейєр для подання матеріалу верстатнику на повторне різання. Найновішою моделлю цих верстатів є ЦДК5−2, обладнаний зворотним стрічковим конвейєром. Крім того, зменшено його масу і поліпшено конструкцію механізмів настроювання.
Настроювання та експлуатація верстатів. При настроюванні верстатів для поздовжнього розкрою пилкові диски повинні закріплюватись перпендикулярно до робочих валів. Вершини зубців пилок у верстатах з нижнім розміщенням пилкового вала повинні виступати над площиною стола на товщину розпилюваного матеріалу плюс 10 мм, а у верстатах з верхнім розміщенням пилкового вала — на 3—5 мм нижче від площини стола. Цю відстань встановлюють зміною висоти робочого вала або регулюванням робочого стола.
Рис. 5.
1 — дошке. 2 — пилка, 3 — закладка, 4 — напрямна лінійка (пилковий диск умовно показаний без захисного пристрою) При розпилюванні дощок на багатопилкових верстатах всі пилки мають бути однакового діаметра, товщини, розводу і заточування зубців. Кільця між пилками мають відповідати ширині випилюваних рейок чи брусків.
Настроювання верстата на ширину заготовки здійснюється напрямною лінійкою, яку встановлюють паралельно пилковому диску на відстані, що дорівнює ширині випилюваної заготовки плюс величина розводу на один бік. Після випилювання одніеї-двох заготовок ширину їхніх площин (нижньої і верхньої) замірюють у чотирьох місцях на відстані 30—40 мм від торців. Якщо величина відрізків не перевищує розмірів заготовок на величину, передбачену припуском, то верстат вважають настроєним, якщо перевищує — то перевіряють розміщення вузлів верстата.
На круглопилкових верстатах для поздовжнього розкрою працюють верстатник і підсобний робітник. Верстатник включає верстат і подає дошки або заготовки. Підсобний робітник, який знаходиться ва верстатом, приймає розпилені заготовки або рейки, сортує і складає їх, а широкі передає верстатнику для повторного різання. Верстати ЦДКб-1 і ЦДК5−2 для передавання таких дощок устатковані конвейєром.
Обрізні дошки подають у верстат, притискуючи їх кромкою до напрямної лінійки. В необрізних дошках спочатку обрізають кромку, орієнтуючись на риску, що нанесена на кожух притискного пристрою проти пилки. При повторному різанні дошки подають на пилку, притискуючи їх кромкою до напрямної лінійки. При одному настроюванні можна випилювати заготовки різної ширини. Для цього напрямну лінійку встановлюють на найширшу заготовку, а вужчі випилюють, не змінюючи положення лінійки, користуючись спеціальними закладками (Рис. 5). Розпилюючи дошку на заготовки різної ширини, ефективніше користуватись однією або двома закладками. У процесі роботи треба періодично перевіряти ширину і прямолінійність випилюваних заготовок, а також якість пропилу, щоб не допустити браку.
Продуктивність верстатів з вальцьовою і гусеничною подачею, шт. заготовок за зміну, визначають за формулою.
де kK = 0,9; kД = 0,9; kМ = 0,9; тр — число різів на одній заготовці; l — довжина заготовки, м.
Список використаної літератури.
1. Амалицкий В. В., Любченко В. И. Справочник молодого станочника по деревообработке.— М.: Лесн. пром-сть, 1984.— 239 с.
2. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Сахаров М. Л. Автоматизация деревообрабатывающего производства.— М.: Лесн. пром-сть, 1987.— 243 с.
6. Справочник, мебельщика. Станки и инструменты. Организация производства и контроль качества.— М.: Лесн. пром-сть, 1985.—• 375 с.
7. Худяков В. А. Деревообрабатывающие станки и работа на них.— М.: Лесн. пром-сть, 1982.— 324 с.
8. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
9. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.