Проект монтажу засобів автоматизації верстату моделі ФСШ
Кінематична схема автоподатчика показана на рисунку 2.2.б. Привід подаючих роликів відбувається від електродвигуна 15 через конусний диск 13, фрикційне кільце зачеплення 12, черв’ячну і зубчасту передачі. Швидкість подачі регулюється перестановкою конусного диска відносно кільця через гвинтову передачу 16 маховичком. Подаючі ролики мають незалежну підвісну, а їх притискання до обробляючого… Читати ще >
Проект монтажу засобів автоматизації верстату моделі ФСШ (реферат, курсова, диплом, контрольна)
КУРСОВИЙ ПРОЕКТ.
«Проект монтажу засобів автоматизації верстату моделі ФСШ».
ЗМІСТ Вступ…
Загальна частина …
Опис обладнання до автоматизації…
Будова та складові частини верстату…
Характеристика і аналіз існуючої схеми управління …
Обґрунтування теми проекту …
Проектна частина…
Вибір та обґрунтування засобів автоматизації…
Вимоги до монтажу засобів автоматизації…
Розрахункова частина …
Розрахунок параметрів графіку виконання монтажних робіт…
Побудова графіку виконання монтажних робіт …
Оцінка ефективності проекту та висновки …
Використані джерела…
Додаток…
ВСТУП Автоматизація повсякденно рахується головним, найбільш перспективним напрямком в розвитку промислового виробництва завдяки звільненню людини від безпосередньої участі в промислових процесах, а також покращує умови праці і економічні показники виробництва.
В деревообробній промисловості є велика кількість автоматичних ліній, автоматизованих систем управління обладнання і технологічними процесами, інформаційно-вимірювальних систем.
Велику роль в розвитку усіх галузей народного господарства відіграє автоматизація, яка являється одним із головних напрямків технічного прогресу. По мірі росту виробництва електроенергії і розширення капітального будівництва необхідно в міру використання тих чи інших засобів автоматизації збільшується об'єм електромонтажних робіт.
Сучасний розвиток електромонтажних робіт базується на широкому використанні індустріальних методів монтажу. При монтажі силового і освітлювального електрообладнання використовуються попередньо заготовлені вузли, блоки і електроконструкції промислового виробництва.
В електромонтажних майстернях використовують механізовану обробку проводів і кабаків, складають на технологічних лініях комплектні лінії електропроводах разом із приладами, кріпильними деталями і в контейнерах доставляють до місця монтажу.
Відповідно значно скорчується час монтажу безпосередньо на об'єкті, покращується якість змонтованих електричних кіл і зменшується їх вартість.
Виходячи із вищесказаного можна зробити висновок, що поряд із важливими завданнями автоматизації не менш важливу роль відіграють питання монтажу вибраних засобів автоматизації. Правильно розроблена технологія дасть можливість бути впевненими у надійності автоматизованого нами обладнання.
Саме тому в даному курсовому проекті розглянутий проект монтажу засобу автоматизації на фрезерному верстаті моделі ФСШ.
ЗАГАЛЬНА ЧАСТИНА Опис обладнання до автоматизації.
Заготовки одержані після розкрою деревини підлягають подальшій обробці на верстатах, які працюють по методу фрезерування. Фрезерні верстати призначені для плоского і профільного фрезерування прямолінійних і криволінійних деталей, а також виконання різних копіювальних робіт. По конструкції такі верстати можуть бути з нижнім і верхнім розміщенням шпинделя і копіювальні.
Фрезерні верстати з нижнім розміщенням шпинделя широкого застосовуються в різних галузях деревообробки і меблевому виробництві завдяки своїй універсальному. На них можна виконувати плоске і профільне фрезерування кромок, нарізання шипів і провушин, вибирання пазів і фрезерування по шаблону.
За найбільшою шириною обробки Вmax розрізняють: легкі фрезерні верстати (Вmax = 80 мм), середні (Вmax =100 мм) і важкі (Вmax = 125 мм).
По характеру подачі оброблюючого матеріалу верстати бувають:
З ручною подачею — для профільного фрезерування по лінійці, кільці і копіру (легкі ФЛ, середня — ФС, тяжкі - ФТ);
З ручною подачею і шипорізною кареткою — для обробки шипів і профушин на кінця деталів (легкі - ФЛШ, середні ФСШ, тяжкі - ФТШ);
З механічною подачею — для прямолінійної обробки (легкі - ФПА, середні - ФСА, тяжкі - ФТА) і для обробки по шаблону (ФАЧ).
Будова та складові частини верстату Розглянемо конструкцію верстатів цієї групи на прикладі фрезерного верстата з шипорізною каретою моделі ФСШ. Загальний вигляд якого зображений на рисунку 1.1.
На станині закріплені стіл і шпиндельний супорт, верхня насадка якого виступає через отвір у центральній частині стола. У корпусі супорта змонтований шпиндель, який приводиться в рух від електродвигуна через плоско пасову передачу. Пас натягується від маховичка через таровану пружину.
Рис. 1.1. Фрезерний верстат із шипорізною кареткою.
1 — каретка, 2 — пневмозатискач прижим), — стопор, 4 — кругова шкала,.
5 — направляча, 6 — гольник, 7 — заготовка.
Верхній кінець шпинделя має конусну розточку для приєднання шпиндельного корпуса. Така конструкція швидкозмінної насадки з різним посадочним діаметром дозволяє використовувати різні за розміром і конструкцією фрези. Середній і важкий верстати мають додаткову верхню підщилинкову опору, яка встановлюється за великої висоти оброблювальної деталі для надання більшої жорсткості шпиндельної й насадці. Кронштейн опори змонтований на стойці з зубчастою рейкою і переміщується у вертикальному напрямі під час повороту маховичка.
Для настроювання певного положення фрези закріпленої в шпинделі, відносно стола супорт переміщується за вертикальними напрямними станинами від маховичка через черв’яну пару і гвинт з гайкою.
Для обробки прямих кромок деталей на столі встановлюється напрямна лінійка, яка складається з двох частин, аналогічно боковій напрямній лінійці двохстороннього фугувального верстата. Передню частину лінійки розміщують залежно від припуску, що знімається, а задню — по дотичній до кола різання.
На фрезерному верстаті обладнана шипорізна каретка, яка переміщується за напрямними, закріпленими на станині. Шипорізна каретка дозволяє виконувати шипорізні роботи. Каретка установлена на шарикопідшипникових опорних і переміщується вручну по напрямній. На столі каретки розташований направляючий угольник і плевмоприжим для закріплення оброблювальної заготовки.
Таблиця 1.1. Технічна характеристика фрезерного верстату з нижнім розміщенням шпинделя моделі ФСШ.
Показники Один.
вим. Вел.
пок.
Найбільша висота заготовки Мм 100.
Швидкість подачі М/хв 2…10.
Частота обертання шпинделя Об/хв 3500.
Найбільший діаметр фрези мм 140.
Встановлена потужність кВт 4,1.
Габаритні розміри: мм.
довжина.
ширина.
висота.
Маса кг 1000.
Фрезерний верстат ФСШ включає в себе наступні механізми:
Механізм різання. Шпиндель змонтований на супорті, який переміщується при наладці гвинтовим пристроєм і фіксується затискними клинами. На верхньому кінці шпинделя є конусний отвір, в якому кріпиться шпиндельна насадка потрібного розміру з допомогою диференційної гайки, яка має дві різьби з різним кроком.
Механізм переміщення шпиндельного супорта по висоті виконаний у виді червоної передачі і гвинта з гайкою.
На столі верстату закріплена направляюча лінійка і огородження фрези, яке піднімається при надходженні на нього заготовки.
Характеристика і аналіз існуючої схеми управління.
Розглянемо роботу принципової схеми управління електрообладнання верстата моделі ФСШ. При включенні вхідного автоматичного вимикача SF1 подається напруга в силові кола і на понижаючий трансформатор ТV1 від якого живлються кола управління, на пульті при цьому загоряється сигнальна лампа НL1. Для місцевого освітлення використовується лампа ЕL1 яка включається за допомогою вимикача SA1.
Асенхронний електродвигун М має дві швидкості обертання. Обмотку статора двигуна М можна переключати пакетним перетикачем SA2 на з'єднання подвійної зірочки, що змінить число полюсів і подвоює частоту обертання електродвигуна.
Для запуску електродвигуна потрібно натиснути на пускову кнопку SB2, затикається коло котушки магнітного пускача КМ1, яке включить три контакти КМ1 силового кола електродвигуна. При цьому затикнеться і блок-контакт КМ1, який включений паралельно пусковій кнопці SB2. Це дозволяє живити котушку КМ1 при відпущеній пусковій кнопці SB2. Для запуску двигуна на другу частоту необхідно перевести перетинач SQ1 в інше положення при цьому засиплеться коло котушки магнітного пускача КМ2 яка включить три контакти КМ2 силового кола і запустить двигун на іншу частоту обертання.
Для запобігання одночасного включення електродвигуна на дві частоти обертання в коло котушки КМ1 під'єднаний розтинаючий контакт котушки КМ2, а в коло котушки КМ2 відповідно розмикаючий контакт котушки КМ1. Зупинка дигуна виконується натисканням кнопки SВ1, при цьому котушка обезживлюється і розмикає силові контакти і блокконтакт. Для повторного запуску двигуна необхідно знову натиснути кнопку SB2.
Захист двигуна від перенагріву обмоток при довготривалих пере навантаженнях виконується тепловим релем КК1, КК2, а захист від великих перенавантажень або коротких затикань здійснюється автоматичним вимикачем SF1. Для захисту від довготривалих пере навантажень використовується два теплових реле, так як з одним релем у випадку перегорання запобіжника послідовно з яким включений нагріваючий елемент цього реле, двигун буде включений в однофазну мережу і не буде захищений. Ромикаючи контакти цих реле включаються послідовно з котушкою пускача. При розмиканні одного з них виключається котушка магнітного пускача і зупиняється двигун, як при натискання кнопки SB1.
В схемі управління електродвигуном передбачене захисне блокування. Яке не дозволяє запустити двигун при відкинутому захисному огородженні. Для цього використовується кінцевий витикач SQ2, який своїм розтикаючим контактом розмикає коло управління.
Обґрунтування теми проекту.
Після проведення детального вивчення будови, складових частин, принципу їх роботи, та існуючої електричної схеми роботи верстату та проаналізувавши всі існуючі процеси на даному обладнанні помічено наступні недоліки: заготовки на верстат подаються вручну, шипорізна каретка рухається теж вручну, переміщення шпиндельного супорта по висоті виконується теж вручну.
З метою усунення даних недоліків для покращення умов праці, підвищення якості і збільшення виробництва продукції, Вивчивши існуючі засоби автоматизації, та провівши їх аналіз можна запропонувати: встановити на верстаті механічний автоматичний податчик. Шипорізну каретку обладнати пневмогідравлічним приводом, а до шпиндельного супорта під'єднати електродвигун для того, щоб він рухався автоматично.
Запровадивши дані засоби автоматизації та досягнень покращення умов праці, підвищення якості і швидкості оброблення заготовок для вибраних засобів автоматизації.
Метою даного курсового проекту є вибір та розробка технологій монтажу. Робота над цими питаннями дозволить впровадити сучасні технології виконання монтажних робіт, а самі роботи продумати до найменших дрібниць.
Крім того планування монтажних робіт вимотуватиметься згідно із вимогами плану проведення монтажних робіт та максимально використовувати індустріалізацію та спеціалізацію робіт.
Розроблені та впроваджені нами для існуючого обладнання технології монтажу вибраних нами дадуть змогу розрахувати на здачу об'єкту в експлуатацію в найкоротший термін та тривалу і безперебійну роботу обладнання автоматизованого нами.
ПРОЕКТНА ЧАСТИНА.
2.1. Вибір та обґрунтування засобу автоматизації.
Аналіз роботи верстату дав на м зрозуміти, що автоматизувати потрібно каретку т автоматичне завантаження заготовок. Вивчивши та проаналізувавши сучасні засоби автоматизації для автоматизації роботи верстату можна запропонувати: каретку обладнати пневмогідравлічним приводом та встановити на верстаті механічну подачу автоподатчиком.
Для того, щоб каретка рухалася автоматично обладнаємо її пневмогідравлічним приводом (рис. 2.1).
Каретка 1 установлена на напрямних 2. В середній частина до каретки прикріплений роликовий ланцюг 9, натягнутий на чотири не привідних зірочки 8 і привідну зірочку 13. Шток пневмоциліндра 10 оснащений зубчастою рейкою 11, яка знаходиться в зачепленні із шестерною 12. Інший кінець рейки з'єднаний із штоком гідроцилінда 15, масло в яких поступає із боки 17. При подачі повітря під тиском шток пневмоциліндра переміщує зубчасту рейку, яка обертає шестерню. При цьому через ланцюгову передачу відбувається подача каретки. Зворотній хід каретки виконується по команді шляхового пневморозподільника, який взаємодіє із упором, встановленим на зубчастій рейці. Швидкість робочого ходу регулюється, зміною витрати масла ручкою 16.
Рис. 2.1. Привід каретки фрезерного верстата:
1 — каретка, 2 — направляюча, 3, 14 — опорні ролики, 4 — кронштейн, 5- паз, 6 — упір, 7, 1- - ручки, 8, 13 — зірочки, 9 — ланцюг, 10 — пневмоцилінд, 1 — зубчата рейка, 12 — шестерня, 15 — гідро циліндр, 17 — бачок.
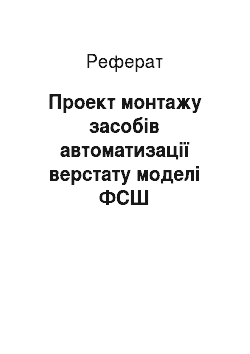
Рис. 2.2. Фрезерний верстат з механічного автоматичною подачею:
а) — загальний вигляд, б — кінематична схема автоподатчика; 1 — побаючий ролик, 2 — автоматчик, 3 — маховичок регулювання швидкості подачі, 4 — штанга, — маховичко налагодження по ширині; 6 — маловичок налагодження по висоті, 7 — фіксатор кронштейна, 10 — колонка, 11 — пружина, 12 фрикційне кільце, 13 — конусний диск, 14 — рейкова передача. — електродвигун, 16 — гвинтова передача.
Механічна подача автоподатчиком зображена на рисунку 2.2.а. На колонці 10 установлений поворотний кронштейн 8, до якого через штангу 4 підвішаний автоподатчик 2. Заготовка подається обертаючимся роликом. 1. Для настройки на товщину і ширину обробки автоподатчик можна переставляти по висоті і ширині. Крім того, його можна повернути відносно осі колонки і встановити в неробоче положення.
Кінематична схема автоподатчика показана на рисунку 2.2.б. Привід подаючих роликів відбувається від електродвигуна 15 через конусний диск 13, фрикційне кільце зачеплення 12, черв’ячну і зубчасту передачі. Швидкість подачі регулюється перестановкою конусного диска відносно кільця через гвинтову передачу 16 маховичком. Подаючі ролики мають незалежну підвісну, а їх притискання до обробляючого матеріалу здійснюється пружинами 11. Автоподатчик переставляють по ширині через реєчну передачу 14.
2.2. Вимоги до монтажу засобів автоматизації.
Монтаж вибраних засобів автоматизації розбиваємо на окремі операції: монтаж каретки з пневмогідравлічним приводом і монтаж автоподатчика.
Каретку з пневмогідравлічним приводом потрібно установити на напрямній. В середній частина до каретки потрібно прикріпити роликово-тулочний ланцюг який має бути натягнутий на чотири не привідних зірочки іодну привідну зірочку. На верстаті потрібно установити пневмоцилінд шток якого оснащений зубчастою рейкою, яка защепляється із шестерньов інших кінець рейки потрібно з'єднати із штоком гідроциліндра масло в яких має поступати із бачка.
Передню і задню направляючі лінійки розміщують в одній площині і установлюють корпус огородження на столі так, щоб забезпечити потрібну довжину шипа або провушини. Направляючий угольник установлюють на столі каретки під заданим кутом. До угольника потрібно прикріпити дерев’яний прокладочний брусок, висота якого має бути рівною висоті обробляючої заготовки. При необхідності на прокладочно му бруску установлюють торцевий упір.
Для зменшення тертя кінця заготовки або нерухомий стіл, при подачі робоча поверхність каретки повинна бути вища на 0,1…0,2 мм поверхні стола.
Для того, щоб установити автоподатчик потрібно на колонці установити поворотний кронштейн, до якого через штангу потрібно підвісити автоподатчик. Заготовка буде подаватися обертаючимся роликами які установлені на незалежній підвісці. По висоті автоподатчик розташовують так, щоб відстань від стола до подаюних роликів була на 2…3 мм. Менше висоти обрблюючої заготовки. Після установки в потрібне положення автоподатчик потрібно закріпити стопорним пристроєм.
Привід подаючих роликів повинен відбуватися від електродвигуна через конусний диск, фрикційне кільце зчеплення, черв’ячну і зубчасту передачу.
Електродвигун потрібно установити на плиті, а монтаж виконати по слідуючи операціях:
Підготовка двигуна до монтажу Розпаковка, чистка і огляд двигуна в чистих, сухих і вентилюючих приміщенням з температурою не нижче +3о С;
Ревізія і розбирання двигуна (випадку необхідності) із знаттям шківа;
підготовка плити, заготовка підкладок;
Монтажні роботи Установка підкладок, плити;
Доставка двигуна, підйом на плиту і установка;
Підливка плити;
Сушка двигуна (при зволоженій ізоляції);
Пробірка повітряних зазорів;
Пробірка механізму підйому щіток, чистка контактних кілець;
Чистка, промивка, заповненням маслом або змазкою підшипників;
Підготовка і пуск, пуск і випробування двигуна на холостому ході і під навантаженням.
РОЗРАХУНКОВА ЧАСТИНА Розрахунок параметрів графіку виконання монтажних робіт Для виконання монтажу засобів автоматизації перш за все потрібно визначити операції, які будуть присутні при цьому процесі. Щоб визначити операції коли потрібно досконало вивчити технологічний процес та дію засобів автоматизації. Оскільки в попередніх пунктах було описано принцип дії автоматизуючи засобів, то можна приступити до визначення операцій та їх порядку виконання.
Отож, добре проаналізувавши ситуацію, можемо запропонувати наступні операції монтажу засобів автоматизації:
монтаж пневтоциліндра та кінцевого пневморзподілювача;
монтаж каретки на напрямній;
монтаж роликовтупочного ланцюга;
монтаж поворотного кронштейна;
монтаж обертаючихся роликів;
монтаж електродвигуна;
пусконалагоджувальні роботи.
Визначивши операції та порядок їх виконання. потрібно провести розрахунки по кожній операції за такими критеріями:
фізичний об'єм робіт (одиниці вимірювання та кількість);
вартість по кошторису в тис. грн.;
трудоємність влюд./дні;
кількість робітників в чол.;
середня тривалість робіт в дн.;
Зупинемось на кожній операції конкретно:
Монтаж пневмоциліндра та кінцевого пневтозроділювача.
Вартість пневтоциліндра та кінцевого пневморозподілювача разом з вартістю монтажних робіт 0,6 тис. грн.
Монтажна бригада для виконання даної операції складається із двох робітників і зважаючи на об'єм роботи при монтажі пневмоциліндра та кінцевого пневморозподілювача вони будуть задіяні в даних роботах.
Бригаді в складі двох робітників потрібно затратити три дні на монтаж вищезгаданих засобів автоматизації.
Відповідно із двома останніми вимогами трудоємність буде скаладати в люд./год.
Монтаж каретки на напрямній.
Вартість каретки разом з вартістю монтажних робіт 0,3 тис. грн.
Монтажна бригада складається із шести робітників але в даній операції будуть задіяні лише два робітника.
Для монтажу каретки монтажній бригаді потрібно затратити два дні.
Відповідно із двома останніми вимогами трудоємність буде складати 4 люд./дні.
Монтаж роликовтулочного ланцюга.
Вартість роликовтулочного ланцюга разом із вартість монтажних робіт 0,1 тис. грн.
Монтажна бригада складається із шести робітників, але в даній операції будуть задіяні лише 2 робітника.
Для монтажу роликовтулочного ланцюга монтажній бригаді потрібно затратити 2 дні.
Відповідно із двома останніми вимогами трудожємність буде складати 4 люд./дні.
Монтаж поворотного кронштейна.
Вартість даного кронштейна разом із вартістю монтажних робіт по кошторису складає 0,15 тис.грн.
Монтажна бригада складається із шести робітників, але в дан6ій операції будуть задіяні лише два робітника.тейна даній бригаді потрібно затратити 2 дні.
Відповідно із двома останніми вимогами трудоємність буде складати 4 люд./год.
Монтаж обертаючих ся роликів.
Вартість обетаючися роликів складає по кошторису 0,066 тис. грн. за один ролик, а оскільки потрібно 6 роликів, то вартість відповідно становитиме 0,4 тис. грн.
Монтажна бригада складається із шести робітників, але в даній операції будуть задіяні лише два робітника.
Для монтажу роликів монтажній бригаді потрібно затратити 4 дні.
Відповідно із двома останніми вимогами трудоємністю буде складати 8 люд./дні.
Монтаж електродвигуна Вартість електродвигуна разом з вартістю монтажних робіт 0,6 тис. грн.
Монтажна бригада складається із шести робітників але в даній операції будуть задіяні лише два робітника.
Для монтажу електродвигуна монтажній бригаді потрібно затратити один день.
Відповідно із двома останніми вимогами трудоємність буде складати 2 люд./дн.
Пусконалагоджувальні роботи.
При пусконалагоджувальниї роботах систем автоматизації під цей процес попадає один комплект засобів автоматизації.
Вартість випробування складає по кошторису 0,15 тис.грн. за 1 комплект.
Монтажна бригада складається із 6 робітників і зважаючи на об'єм роботи при випробуванні будуть задіяні 2 робітники.
Робітникам потрібно затратити 2 дні на випробування комплекту засобів автоматизації.
Відповідно із двома останніми вимогами трудоємність буде склади 4 люд./дні.
Після розрахунку усіх потрібних нам критеріїв і параметрів графіку виконання монтажних робіт потрібно провести підсумковий розрахунок за наступними пунктами (за тими ж критеріями):
всього монтажних робіт;
всього заготівельних робіт;
всього робіт.
Всього монтажних робіт Проводиться монтаж електротемпів одного комплекту.
Загальна вартість робіт по кошторису складає 2,3 тис.грн.
Трудоємність на весь об'єм робіт складає 32 люд./дн.
Монтажна бригада складається із 6 робітників.
Середня тривалість робіт становить 15 днів.
Всього заготівельних робіт.
Оскільки даним проектом монтажу засобів автоматизації не передбачено жодних заготівельних робіт, то навпроти даного пункту будь-які розрахункові дані будуть відсутні.
Всього робіт Загальна вартість робіт по кошторису складає 2,3 тис. грн.
Трудоємність на весь об'єм робіт складає 32 люд./дн.
Монтажна бригада складається із шести робітників.
Середня тривалість робіт становить 15 днів.
Побудова графіку виконання монтажних робіт Розрахувавши весь об'єм робіт у попередньому пункті, нам потрібно визначити склад (по кваліфікації та професійному складу) монтажної бригади. Виходячи із вимог монтажу нам потрібно наступні робітники: два слюсарі-монтажники ІV і V розрядів, два електромонтери ІV і V розрядів і два налагоджувальними ІV і V розрядів відповідно.
Маючи розрахований порядок монтажу засобів автоматизації і знаючи скільки робітників проводить монтаж певного засобу, ми можемо приступити до розрахунку виконання термінів монтажу з безпосередньою прив’язаністю до календарного часу.
Роботи по монтажу проводяться робітниками за п’ятиденним робочим тижнем, тому вихідні дні не включаються та не враховуються при складанні графіку монтажних робіт.
Монтаж засобів автоматизації розпочнеться 28 квітня і буде завершений до 190го травня. При цих роботах буде задіяно 6 робітників.
Пусконалагоджувальні роботи триватимуть 2 дні. Вони розпочнуться 20 травня і будуть завершені 21 травня.
ОЦІНКА ЕФЕКТИВНОСТІ ПРОЕКТУ ТА ВИСНОВКИ Провівши автоматизацію та паралельно з нею монтаж засобів автоматизації на фрезерному верстаті ФСШ ми можемо зробити наступні висновки:
покращилися умови праці;
покращилася якість виготовленої продукції;
збільшилася кількість виготовляючої продукції;
верстата став повністю автоматизованим.
Проте досягненню вищезгаданих показників передувала клопітка праця над вивченням відомих проектних рішень в галузі деревообробки. Крім цього потрібно було переглянути багато видів засобів автоматизації, що використовуються на деревообробних верстатах, та вибрати найоптимальніші.
Лише після того, як ми переконалися у вірності нашого виробу і усвідомивши, що дана автоматизація найбільш ефективна, ми розпочали вивчення матеріалів та вимог щодо монтажу засобів автоматизації. Під час вивчення та розрахунків монтажних робіт ми переконалися в тому, що без якісного монтажу говорити про якість показника роботи автоматизованого засобу не можна.
В цілому ми задоволені результатом проведеної нами роботи оскільки ми успішно виконали поставлене перед нами завдання та досягнули бажаного результату.
ВИКОРИСТАНІ ДЖЕРЕЛА Маковський Н. В. Основы автоматизации. Москва, «Лесная промышленность», 1972.
А.А.Соловаев, В. И. Коротков. Наладка деревообрабатывающего оборудования.
П.С. Афанасьев. Станки и инструменты деервообрабатывающих предприятий. Москва, «Лесная промышленность», 1968.
В.М. Кузнецов, Е. Н. Волков. Автоматические и полуавтоматические линии деревообрабатывающих производств. Москва. «Высшая школа», 1988.
А.А. Пижирин. Електрообобудование и електроснабжение лесопромышленных и дервообрабатывающих предприятий. Москва, «Лесная промышленность», 1980.
ЛГ. Мочанов. Монтаж, наладка и эксплуатация автоматических устройств в деревообрататывающей промышленности. Москва, «Экология», 1991.
Поз. Назва Кіл. Прим.
R1 Резистор 1.
SF1 Автомат АК63−3М 1.
SQ1 Мікропереключатель.
SQ2 МП 2302. МРТУ16−526.012−65 2.
SA2 Переключатель ПКП 25−2-115 1.
VD1 Діод кремнієвий В-50−7 1.
AB1 Кнопка управління Ке 041 1.
SB2 Кнопка управління 031 1.
EL1 Лампа освітлення НКС01×100/П00−01 1.
М Електродвигун 1.
FU1 Запобіжник різьбовий ПРС-6-П 1.
FU2 Запобіжник різьбовий ПРС-6-П 1.
KM1 Пускач магнітний ПМЕ-211 2.
KT1 Реле часу пневматичне РВП 22−3122 1.
KK1 Реле теплове струмове.
KK2 Двухполюсне 2.
TV1 Трансформатор однофазний.
ТБС3−0,16 380* (5−22.110) 36.
*або.
МРТУ 16−517.259−69 1 220, 400,.
415, 440.