Совершенствование організації виробництва на підприємствах сервиса
Найбільш проста їх (А) передбачає наступний порядок організації робіт: вступники з прийомних пунктів вироби проходять первинну сортування і комплектуються у Комуністичній партії для чистки серед органічних розчинників і прання у водних розчинах. Але тут виробляється ретельна підготовка виробів для подальшого опрацювання: обеспыливание, зачистка перед обробкою в машинах хімічної чищення та ін… Читати ще >
Совершенствование організації виробництва на підприємствах сервиса (реферат, курсова, диплом, контрольна)
Министерство освіти Російської Федерации.
Омський державна інституція сервиса.
Кафедра економіки та організації производства К захисту допущена «___» _____________ 2003 р. ________________________.
Защищена з оцінкою __________________ __________________.
КУРСОВА РАБОТА.
за курсом: «Організація виробництва, у області сервиса».
Тема: «Удосконалення організації виробництва на.
підприємстві хімічної чистки".
Виконав: ст. грн. 32Э.
Ловчиев Ю.В.
Керівник работы:
Абдрахимова Л. Р.
Омськ — 2003.
Зміст Запровадження …3 1. Організація основного виробництва на підприємствах хімічної чистки изделий…4 1.2 Розрахунок можливого обсягу робіт, кількості робочих місць і устаткування по основним ділянкам предприятия…12.
1. Ділянка обробки виробів на середовищі органічних растворителей…12.
2. Ділянка виведення пятен…17.
1.2.3 Ділянка волого — теплової обробки изделий…20.
1.3 Організація роботи комплексних бригад і розрахунок їх чисельного состава…24 2. Організація ремонтного хозяйства…28 3. Організація обслуговування населения…32 Укладання …35 Бібліографічний список…36 Приложение…38.
Запровадження Підприємства побутового обслуговування, зазвичай, є державними чи велика частина їх належить їй. Особливо це для хімчисток. Відмінність діяльності підприємства побутового обслуговування населення і те, що загальний результат праці колективу його проявляється у економічної формі послуг. Виходячи з цього, вибудовується ряд складнощів, адже послуга невловима і не можна заздалегідь визначити кінцевий результат. Інтерес до послуги має сезонні стрибки, то занадто багато замовлень, те повне відсутність. Також має велике значення людський чинник та культура обслуговування на підприємствах побуту. Мета курсового проекту описати процес хімічної чистки від початкових стадій — приймання замовлень, до їх видачі. Привести приклади набагато раціональнішій організації виробничого процесу. До того ж розрахуватися по проектироему підприємству кожному участке.
1. ОРГАНИЗАЦИЯ ОСНОВНОГО ВИРОБНИЦТВА НА ПІДПРИЄМСТВАХ ХІМІЧНОЇ ЧИСТКИ.
ИЗДЕЛИЙ.
2 Організація процесу виробництва хімічної чистки изделий.
Виробничим процесом на підприємствах хімчистки називається сукупність дій, у яких відновлюються споживчі якості і зовнішній вигляд виробів. Асортимент виробів, які піддалися хімічної чистці, постійно розширюється. Чимало підприємств поруч із хімічної чищенням і фарбуванням одягу виробляють чистку килимів, головних уборів, гардинно-тюлевых виробів, перопуховых виробів, м’якої іграшки, м’якої меблів, і ін. Виробничий процес складається з численних часткових процесів, які мають різні форми і різноманітніший характер. Усі часткові процеси можна підрозділити на технологічні (основні) і вспомогательные.
Технологічний процес — це переважна більшість виробничого процесу, що з зміною зовнішнього вигляду, форми, фізичних і хімічних властивостей оброблюваних виробів. Технологічний процес складається із окремих технологічних операцій. Технологічна операція характеризується несменяемостью робочого місця, оброблюваного вироби та робочої - виконавця. Порушення будь-якої з цих ознак означає, що одне операція змінюється другой.
Допоміжні процеси пов’язані безпосередньо з чищенням чи фарбуванням виробів. До них належать транспортування виробів на процесі обробки, контролю над якістю оброблення і ін. Від правильної організації допоміжних процесів значною мірою залежить ефективність технологічних процесів і виробничого процесу взагалі. [4, с.25].
Технологічні й допоміжні операції може бути: ручними — процес здійснюється вручну, без допомоги будь-яких механізмів; машинно-ручными — операції виконуються автомобілями і механізмами за чиєї активної участі робочого; машинними — участь робочого зводиться щодо встановлення вироби, пуск машини та регулювання режимів її роботи, решта процесів здійснюються машинами і механізмами; автоматизованими — операції здійснюються на автоматизованому устаткуванні без допомоги виконавців; аппаратурными — операції виконуються у спеціальних посудинах, оснащених механізмами, званих зазвичай апаратами. Якщо виконавець активно бере участь у процесі обробки виробів на апаратах, операція називається аппаратурно-ручной.
Правильно організований виробничий процес передбачає ефективне та раціональне використання праці робочих, машин і апаратів, виробничих площ з метою підвищення обсягу надання послуг, скорочення терміну виконання замовлень за одночасного зниження витрат за производство.
Раціональна організація виробничих процесів має забезпечити пропорційність і під час приватних процесів. Виконання різних технологічних операцій кожний годину (зміну) роботи має кількісно відповідати загальному завданням ділянки (підприємства). Це то, можливо забезпечене за наявності необхідних пропорцій в потужностях окремих ділянок і технологічних переходов.
Вимоги, які пред’являються організації виробничого процесу: одночасність виконання окремих технологічних операцій; забезпечення максимально можливої безперервності виробничого процесу, яка передбачає скорочення до мінімуму перерв у процесі опрацювання вироби і проходження його з першої до останньої технологічної операції; скорочення кількості переместительных операцій та часу, яке сприймається них витрачається. Це досягається раціональним розміщенням устаткування й відсутністю повернень виробів на процесі її обработки.
Виконання цих вимог підвищує ефективність виробничих процесів у цілому рівень організації производства.
Розрізняють три типу організації виробництва: Одиничне виробництво — виготовлення чи обробка неповторяющихся виробів. Цей тип виробництва характеризується частим зміною технологічної послідовності виробничого процесу, низьким рівнем спеціалізації робочих місць, використанням переважно універсального устаткування, яке розташовується однорідними групами, робочі - універсали високій кваліфікації. Серійне виробництво — виготовлення та обробка виробів серіями (партіями). Використовується значну кількість спеціалізованого устаткування, яке часто розташовується у процесі технологічного процесу. Масове виробництво — протягом багато часу виготовляється чи обробляється дуже багато однорідних виробів. Використовується спеціалізоване устаткування, організація потокових ліній, автоматизація виробничих процесів, вузька спеціалізація робітників і підвищення в цій основі продуктивності труда.
Економічно найефективнішим є масовий тип організації виробництва. Масове виробництво організується по партионному чи поточному методу.
Партионный метод організації найчастіше використовується при серійному виробництві у окремих випадках при масовому типі організації виробництва. Партионный метод організації уражає виробництва з значної номенклатурою виробів. Обробка їх виробляється партіями, що порушує принцип безперервності. При даному методі використовують як спеціалізоване, і універсальне обладнання та розміщатися воно може однойменними групами чи з ходу технологічного процесу. За кожним робочим місцем часто закріплюється до виконання кілька технологічно однорідних операций.
Потоковий метод значно більше ефективний. Він здобув широке розвиток в усіх галузях промисловості, соціальній та виробництві деяких видів побутових послуг. Цей метод характеризується такими ознаками: у тих ділянках, в цехах утворюються потокові лінії, за кожної з якої закріплюється для постійного виготовлення чи обробки одне чи кілька конструктивно і технологічно подібних виробів (деталей); кожне робоче місце спеціалізується на виконанні певної операції; все робочі місця розташовуються у процесі технологічного процесу; передача оброблюваних виробів з одного технологічної операції у іншу здійснюється з мінімальними перервами, завдяки чому забезпечується високий рівень безперервності виробничих процесів. Переміщення виробів на процесі виробництва зазвичай здійснюється спеціальними транспортними засобами (конвеєрами, транспортерами); поточное виробництво передбачає забезпечення певної ритмічності виконання технологічних операцій, що досягається узгодженням тривалості операцій з розрахунковим тактом потокової лінії. [4, с.26−27].
Організація поточного методу дозволяє здійснити комплексну механізацію і автоматизацію виробничих процесів, застосувати й раціонально використовувати високопродуктивні машини та устаткування, підвищити якість виготовлених виробів. Усе це дає зросту продуктивність праці, зниження і підвищення рентабельності производства.
Найбільший ефект досягається на безупинно — потокових лініях, де процес виробництва не переривається і виріб постійно перебуває чи процесі обробки, чи процесі переміщення з одного операції у іншу. Повна безперервність досягається тоді, коли тривалість окремих технологічних операцій дорівнює чи кратна такту потоку. Інколи справа кратності часу виконуваних операцій такту потокової лінії встановлюються робочі місця — дублеры.
Під час проектування потокової лінії виробляється вирівнювання тривалості всіх операцій в такий спосіб, що вони за тривалістю були ближче чи були кратні такту потоку. Там, не вдається домогтися повної синхронізації операцій, потокова лінія стає прерывной.
Вищої формою організації поточного виробництва є автоматичні потокові линии.
Попри значне розмаїтість виконуваних видів робіт і широку номенклатуру виробів, технологічний процес хімчистки виробів складається з обмеженої кількості укрупнених операцій: сортування виробів, виведення плям, чистка серед органічних розчинників, прання у водних розчинах і оздоблення изделий.
Не все вироби, які у хімчистку і фарбування, проходять обробку за всі технологічним операціям. Приміром, через первинну сортування проходять все вироби, чистці серед органічних розчинників піддається (90% виробів, пранні у водних розчинах — 10−15%, виведенню плям — 15−20%. [4, с.34] Ця особливість неодмінно повинна враховуватися з організацією процесу производства.
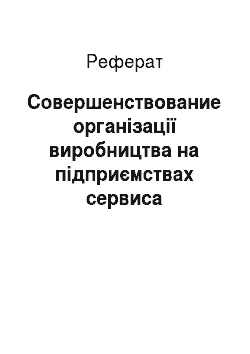
Є низка організаційних форм технологічних процесів, які у практиці підприємств хімчистки виробів. (Прил. 1, рис. 1.1. [5, с.107]).
Найбільш проста їх (А) передбачає наступний порядок організації робіт: вступники з прийомних пунктів вироби проходять первинну сортування і комплектуються у Комуністичній партії для чистки серед органічних розчинників і прання у водних розчинах. Але тут виробляється ретельна підготовка виробів для подальшого опрацювання: обеспыливание, зачистка перед обробкою в машинах хімічної чищення та ін. Після чистки органічними розчинниками та їх обробки водними розчинами все вироби потрапляють на ділянку виведення плям. Більшість виробів, які мають плям, після перевірки направляються на ділянку обробки. Вироби, які мають плями, обробляються пятновыводчиками і далі також скеровуються в ділянку обробки, де виробляється необхідний дрібний ремонт виробів і влажно-тепловая обробка. У цьому технологічний процес закінчується. Надалі усе вироби з ділянки обробки вступають у експедицію. Розглянута форма організації технологічних процесів має недоліки як технологічного, і організаційного порядка.
Як очевидно з схеми (див. додаток 1, А), вироби перед чищенням в середовищі органічних розчинників не піддаються попередньому виведенню плям. Це суперечить вимогам технологій і погіршує якість чистки, т.к. деякі специфічні і застарілі плями ви процесі чистки серед органічних розчинників закріплюються і далі мало удаляются.
З практики роботи відомо, що лише кожне 5−8 виріб вимагає видалення плям. Тим більше що за цієї форми організації виробництва все вироби незалежно від цього, мають вони плями чи ні, надходять на ділянку виведення плям. Фактично у цьому ділянці, крім видалення плям, виробляється повторна сортування виробів, до чого здійснює її висококваліфіковані пятновыводчики 4−5 розряду. Сортування мають проводити робочі 2−3 розрядів. Таке нераціональне використання кваліфікованої праці робочих економічно ні перед чим невиправдане. Крім того, який установлюють у своїй порядок оплати праці пятновыводчиков не стимулює підвищення якості робіт. [5, с.106].
Відзначені вище недоліки усуваються за інших форм організації технологічних процесів. Принагідно (Б), після процесів чистки серед органічних розчинників і пранні у водних розчинах вводиться операція «проміжна сортування виробів». Це забезпечує надходження ділянку виведення плям лише виробів, мають плями. Решта вироби після проміжної сортування направляються безпосередньо в ділянку отделки.
Що стосується (У), до процесу чистки серед органічних розчинників введено також попереднє видалення пятен.
Всім розглянутих організаційних схем характерний наступний недолік: в усіх вироби, вступники підприємств хімчистки, проходять обробку усім технологічних операціях. Також удільні ваги виробів, потребують тієї чи іншої виду обробки, довільно змінюються навіть у межах дня. Таке довільне зміна обсягів робіт з більшості технологічний операцій при суворому закріпленні за кожної їх певної кількості виконавців часто призводить до недогрузке одних ділянок та перевантаження інших, тобто. до нераціонального використання робочого часу й до дезорганізації производства.
Цей недолік усувається організаційної формою технологічного процесу яка передбачає використання комплексних бригад.
Однією з показників ефективності організації виробництва є час перебування виробів на процесі обробки. Це час визначається тривалістю виробничого цикла.
На підприємствах хімчистки під часом виробництва послуг слід розуміти період із моменту надходження вироби в обробці на виробничі ділянки підприємства досі відправки готового вироби з виробництва на прийомний пункт. [4, с.46].
Скорочення часу виробництва послуг, як і зменшення тривалості виробничого циклу на промислових підприємствах, дає зросту продуктивність праці, прискорює оборотність обігових коштів і покращує інші економічні показники роботи підприємства. До того ж зменшення часу виробництва послуг є найважливішим чинником якого, які забезпечують скорочення термінів виконання замовлень. А це одне з найголовніших завдань підприємств побутового обслуговування населения.
1.2 Розрахунок можливого обсягу робіт, кількості робочих місць і устаткування по основним ділянкам предприятия.
1.2.1Участок обробки виробів на середовищі органічних растворителей.
Обробка виробів на середовищі органічних розчинників називається знежиренням. У процесі знежирення з одягу спонтанно видаляються забруднення жирового походження. Оскільки розчинення забруднень відбувається внаслідок взаємодії молекул жиру з молекулами розчинника і безперервної освіти навколо забруднень оболонок з його молекул, то розчинність даного речовини у різних розчинниках различна.
Растворяющая здатність розчинників одного гомологического низки залежить від молекулярного ваги: що нижчою молекулярний вагу, тим зазвичай вищі растворяющая здатність. Розбіжність у розчинюючої здібності розчинників стосовно маслам і жирами не надає великого впливу ступінь видалення жирів і трансмісійних мастил з текстильних виробів. Це тим, що розчинника у процесі знежирення, зазвичай, набагато більше, ніж жирів і масел.
При виборі розчинників в обробці виробів на середовищі органічних розчинників велике значення мають їх фізичні властивості (температура кипіння, швидкість випаровування, щільність парів, огнеопасность, питому вагу), і навіть токсичність, вартість доступність. Фізичні властивості розчинників визначають рівень герметичності, необхідну обезжиривающих машин, мінімальне тиск пара на фабриках щодо дистиляції розчинників і спеціальні заходи для охорони праці й лазерній техніці безопасности.
Отже, поки що хімічної чистці застосовують вуглеводні, хлоруглеводороды, фторуглеводороды.
Вуглеводні отримують шляхом нафтопереробки, що є сумішшю вуглеводнів жирного, нафтенового, ароматичного деяких обласних і кисневих сполук вуглеводнів. Крекинг-процесс — розщеплення вуглеводнів з високим молекулярным вагою, входять до складу мазуту, на низькомолекулярні сполуки, суміш яких називається крекинг-бензином. Уайт-спирит — це бензин із високим температурою кипіння фракцій. Він дуже добре розчиняє жири (сало, олію вершкове, віск бджолиний, риб’ячий жир, пото-сальные виділення людини), олії (крім касторової оливи й окислившихся масел), мастильні олії, дьоготь, ваксу, парафін, пік, каніфоль, каучук.
До хлороуглеводам, знаходить використання у знежирюванні, ставляться: трихлорэтилен і тетрахлорэтилен (перхлорэтилен).
Найбільш значима відмінність хлорованих вуглеводнів від розчинників. Одержуваних з урахуванням нафти, у тому невоспламеняемости і негорючести. Ці розчинники нас дуже швидко розчиняють жирові і масляні забруднення. Хлоровані вуглеводні мають нижчі температури кипіння, ніж уайт-спирит, тому сушіння одягу відбувається значно скоріш, їх дистиляція протікає при атмосферному давлении.
Швидка испаряемость хлорованих вуглеводнів є серйозні втрати у виробництві, тому їх застосовують в обезжиривающих машинах з більшої герметизацией і з улавливанием їх паров.
Для хімічної чистки одягу, виготовленої із застосуванням штучної шкіри, з хутра, синтетичних волокон використовують фтор містять вуглеводні. Стійкість цих розчинників значно вища, ніж хлоруглеводородов, але за високої вологості деякі метали викликають гідроліз фторуглеводородов, що супроводжується корозией аппаратуры.
Як і кожному виробництві у процесі знежирення одягу виникає шлюб. Причини може бути разными:
. знежирення в брудному розчиннику без фильтра;
. неправильна установка пластин фільтра чи розрив сеток;
. перезавантаження мийної машины;
. погана очищення машини перед обезжириванием;
. потрапляння води в розчинник при знежирюванні; й інші причини що їх усунуті за правильної роботи химчистки.
За умовою нам дано три машини: КХ-13, СПЕЦИМА-12, ТБ-25.Основные технічні характеристики машин наведені у таблиці 1.2.1.1 (Прил.2). Тривалість зміни становить 480 хвилин, коефіцієнт втрат дорівнює 10%. Відповідно до зазначеними в таблиці 1.2.1.1 характеристиками машин зробимо розрахунок обсягу робіт ведучого ділянки підприємства. Змінний обсяг послуг за хімчистці розраховується за формуле:
(Пмм — Ттп) *q.
Нсмо.р. =, (1.1).
Тц порівн де Пмм — тривалість робочої зміни, хв.; Ттп — технічно неминучі втрати часу, пов’язані з наладкою, ремонтом і обслуговуванням устаткування, хв. (8−10% тривалості зміни); q — одноразова завантаження ємності устаткування, кг. (Прил.1); Тц порівн — середня прогресивна тривалість циклу обробки партії виробів, мин.
[pic], де [pic]-продолжительность циклу обробки кожного способу, хв; dчастка виробів, які обробляються кожним способом.
З цих формули було зроблено такі розрахунки: для машини КХ-13.
[pic].
(480 — 48) *9.
Нсмо.р. = = 120 кг.
32,4 для машини Специма-12.
[pic].
[pic] для машини ТБ-25.
[pic].
[pic].
Для визначення загального обсягу послуг виконуваних на трьох машинах потрібно скласти обсяги послуг, виконуваних цих машинах:
Нсмо.р.= 120+182,5+220,4 = 522,9 (кг) общий.
Многостаночное обслуговування застосовується дільниці обробки виробів на середовищі органічних растворителей.
Для визначення рівня завантаженості устаткування й робочого необхідно складати графік многостаночного обслуговування. Час, яке витрачається на обробку виробів на середовищі органічних розчинників, складається з часу машинної роботи ([pic]) і часу ручний роботи ([pic]).
При обслуговуванні машин різного типу норма обслуговування [pic] розраховується за формуле:
[pic].
[pic] Простої устаткування [pic] протягом циклу роботи [pic] визначається по формуле:
[pic], де, П-количество едениц устаткування. Застосовуємо формулу нашим розрахунків: [pic]; [pic]; [pic]; [pic] [pic] Коефіцієнт завантаження обладнання протягом одного циклу [pic] обчислюється по формуле:
[pic].
[pic]. Вільний час робочого протягом циклу многостаночного обслуговування становитиме [pic]:
[pic].
[pic] Ступінь завантаження рабочего-многостаночника протягом циклу характеризується коефіцієнтом зайнятості [pic]:
[pic].
[pic].
1.2.2 Ділянка виведення пятен.
Видалення плям може проводиться за допомогою пятновыводного верстата чи вручную.
Послідовність видалення пятен.
Видалення плям виробляється як перед загальної мийкою виробів, і після неї. Попереднє видалення плям виробляється у тому випадку, якщо плями в процесі мийки можуть зміцниться і стати трудноудаляемыми. Закріплення плям відбувається у стадії сушіння, коли вироби для звільнення з розчинника обробляються повітрям, нагрітим до 60−800 З. У умовах деякі речовини починають дифундувати всередину волокон, насичені кислоти перетворюються на високомолекулярні сполуки, багато речовини входять у хімічне взаємодію Космосу з волокнистим матеріалами. За інших випадках видалення плям необхідно оскільки речовини, що утворюють плями, можуть викликати псування виробів, оброблюваних спільно. Плями олійною фарби, затверділі на виробах, можуть викликати руйнація тонких шовкових тканей.
Перед загальної мийкою вилучають із виробів плями крові, чорнила, барвників, губної помади; і навіть плями від вина, фруктових і ягідних соків, трави, іржі, туші, плями від лаків, білкових речовин (молока, морозива, яєць), олії, риб’ячого жиру, косметичних і лікарських препаратів. Застарілі плями перед мийкою піддаються розм’якшенню з допомогою олеїнової кислоти, розчинів ПАВ.
При видаленні плям спочатку обробляють білкові плями, оскільки ферменти діють 30 — 40 хв, потім видаляють легкоудаляемые плями й під кінець залишають трудноудаляемые.
Механізм видалення пятен.
Спосіб видалення плям залежить від складу забруднень, утворили пляма. Можливі розчинення, солюбилизация, эмульгирование, диспергирование, хімічні і біологічне воздействия.
Розчинення забруднень відбувається за видаленні плям нафтових олій і жирів з допомогою бензину. Солюбилюзирующее дію, чи коллоидноя розчинність, має місце під час видалення плям поту органічними розчинниками. У яких солі не розчиняються. Эмульгирующее дію на плями надають водні розчини ПАР, які оточують частки жиру оболонкою з молекул ПАР, зменшують силу зчеплення жиру з поверхнею волокон і «переводять в емульсії. Хімічний вплив грунтується на перекладі забруднень в розчинну форму чи безкольорове з'єднання, не що мисляться на тканини як пляма. Біохімічне вплив має місце під час видалення з допомогою ферментів плям. До складу яких входять білкові вещества.
Для визначення кількості виробів, вступників на ділянку виведення плям, необхідно обсяг послуг отриманий пункті 1.2.1 з кілограмів перекласти на штуки. Вихідними для розрахунку є асортимент оброблюваних виробів, питому вагу у кожному асортиментної групи загалом обсязі робіт, середня маса конкретної асортименту (табл.1.2.2.1).
Таблиця 1.2.2.1.
Кількість виробів на кілограмах і штуки у межах асортиментних груп |Асортиментна |Питома вага |Кількість |Середня |Кількостей| |група |виробів, |виробів, |маса одного|о | | |% |кг. |изделия, кг |изделий, ш| | | | | |т | |1 |2 |3 |4 |5 | |1. Пальта зимове |17.0 |88.9 |2.6 |34 | |2. Пальта | | | | | |демісезонне |21.6 |112.9 |2.5 |45 | |3. Плащі |5.6 |29.3 |0.9 |33 | |4. Піджаки |24.0 |125.5 |1.1 |114 | |5. Брюки |10.3 |53.9 |0.7 |77 | |6. Сукня |9.3 |48.6 |0.4 |122 | |7. Спідниці |5.2 |27.2 |0.3 |91 | |8. Трикотажні | | | | | |вироби |7.0 |36.6 |0.6 |61 | |РАЗОМ |100 |522.9 |- |577 |.
Кількість виробів на штуки (гр.5) визначається розподілом гр.3 на гр.4. Для визначення обсягу робіт ділянки виведення плям (Уп) необхідно підсумкове значення гр.5 помножити на питому вагу виробів, проходять пятновыводку:
Уп = 577 * 16% = 92 (шт).
Потрібно розрахувати кількість пятновыводных верстатів, норму вироблення пятновыводного верстата, і навіть коефіцієнт завантаження оборудования.
Розрахунковий кількість пятновыводных верстатів (Пр.с.) визначається по формуле:
Уп.
Пр. с. =, (1.2).
Нвыр.с.
де Нвыр. с — норма вироблення пятновыводного верстата, шт.;
Пмм — Тт.п.
Нвыр.с =, tвр де tвр — норма часу на обробку знеособленого вироби на пятновыводном верстаті, хв (2.35 хв); Тт. птехнічно неминучі втрати робочого дня 8 — 10% від тривалості смены.
[pic].
[pic].
Прийняте кількість верстатів (Пп.с) визначається шляхом округлення розрахункового, але за умови перезавантаження трохи більше 12%. На нашому підприємстві недозавантаження 50% при 1 пятновыводном станке.
Коэффециент завантаження пятновыводных верстатів (Кз.с.) расчитывается по формуле:
Кз.с. = Пр. с / Пп.с.
Кз.с. = 0.5 /1 =0.5 чи 50%.
Отже, з даних можна дійти невтішного висновку, що устаткування на ділянці виведення плям встановлено у кількості одного верстати й завантажене воно на 50%.
1.2.3 Ділянка волого — теплової обробки изделий.
На ділянці влажно-тепловой обробки виробів вироби піддаються впливу тепла, вологи, механічного впливу. Волога сприяє пластификации волокон, тепло створює умови для деякого збільшення рухливості макромолекул волокнистих матеріалів. Механічні впливу дають можливість розпрямити поверхню тканини і створити при охолодженні стійкий ефект у ньому з допомогою освіти нових водневих перетинів поміж макромолекулами.
Розглянемо деяких видів отделок.
Обличкування на манекенах. Манекени бувають однокукольные і двухкукольные. Попри розходження в конструкціях принцип дії однаковий. Одяг поміщають на чохол, закріплюють з допомогою планок, і всередину чохла подають пар. Під тиском пара чохол розправляється і притискається до одягу. Пара зволожує одяг, підігріває її, роблячи більш пластичній і розпрямляючи зморшки. Процес пропаривания триває залежно від виду вироби від кількох секунд до 2−3 минут.
Обробка на пресі. Основними частинами є опорна житло, харчування і дві плити: нерухома нижня і рухлива верхня. Через отвори перфорації при обробці виробів проходить пар. Поверхня нижньої плити покривається тонкої латунною сеткой.
Вихідними для розрахунку є технологічні карти на вологотеплову обробку виробів (додаток) і кількість виробів за кожним видом асортименту в штуки (дані гр.5, табл. 1.2.2.1).
Розрахунковий кількість робочих місць (Пр.вто) дільниці обробки виробів розраховується окремо з кожної асортиментної групі по формуле:
N.
Пр. вто = ,.
Нвыр.вто де, N — кількість виробів на штуки певного ассортимента;
Пмм — Тт.п.
Нвыр.вто = ,.
Tвр.к де, tвр — норма часу на обробку одиниці вироби конкретного асортименту, хв (Прил. 3).
Усі з визначення кількості робочих місць по ассортиментным групам зводимо в таблицю 1.2.3.1.
Таблиця 1.2.3.1.
Розрахунок кількості робочих місць по влажно-тепловой обробці |Ассортиментная|Количество |Норма |Норма |Кількість робочих | |група |виробів, шт.|времени |выработ|мест | | | |хв. |кі | | | | | |одного | | | | | |рабочег| | | | | |про місця| | | | | |, од. | | | | | | |розрахункове |прийняте | |1 |2 |3 |4 |5 |6 | |1. Пальта |34 |6.75 |64 |0,53 |1 | |зимове | | | | | | |2. Пальта |45 |6.75 |64 |0,7 |1 | |демісезонне | | | | | | |3. Плащі |33 |9.5 |45 |0,7 |1 | |4. Піджаки |114 |5.8 |74 |1,54 |2 | |5. Брюки |77 |3.8 |114 |0,68 |1 | |6. Сукня |122 |5.72 |76 |1,6 |2 | |7. Спідниці |91 |3.02 |143 |0,63 |1 | |8.Трикотажные |61 |2.1 |206 |0,3 |1 | |вироби | | | | | | |РАЗОМ |577 | -| -| |10 |.
На підвищення рівня використання оздоблювального устаткування організують здвоєні і строєні робочі місця. Час роботи кожного виду устаткування зіставляється із тривалістю всіх технологічних операцій. Якщо це час одно менше тривалості операції, досить встановити одну одиницю устаткування, коли вона більша за тривалість операції, то необхідно встановити 2 і більше одиниць оборудования.
Розрахуємо коефіцієнт завантаження устаткування підприємстві ділянки СОТ із ассортиментным групам (прил. 3).
P.S ti.
Кз сот = ,.
Tоб n.
где, P. S ti — сумарне час жодного виду устаткування; Tоб — загальне час виконання технологічних операцій; n — кількість однотипного устаткування, встановленого цьому робочому месте.
1) пальто зимнее.
Паровий маникен Кз = 80*1/405= 0,198.
Універсальний прес Кз = 40*5/405 = 0,494.
Электропаровой праску Кз = 120*1/405= 0,296.
2) пальто демисезонное.
Паровий маникен Кз = 80*1/405= 0,198.
Універсальний прес Кз = 40*5/405 = 0,494.
Электропаровой праску Кз = 120*1/405= 0,296.
3) плащи.
Паровий маникен Кз = 111*1/572= 0,194.
Універсальний прес Кз = 46*5/572 = 0,402.
Электропаровой праску Кз = 226*1/572= 0,395.
4) піджаки: Паровий маникен Кз = 85*2/346= 0,49.
Універсальний прес Кз = (46 + 40*4)*2/346 =.
1,19.
Электропаровой праску Кз = 56*2/346= 0,32.
5) штани: Брючний маникен Кз = (9+56,5)*1/227,6=0,288.
Брючний прес Кз = (22,1+70)*1/227,6=0,405.
Оздоблювальні голівки Кз = 35*1/227,6=0,154.
6) сукні: Паровий манекен Кз = (20+71,5+5)*2/343= 0,56.
Пресс ‘‘ПП-0,02'' Кз = (226,5 + 10)*2/343 =.
0,690.
7) трикотажні вироби: Отпарочный стіл Кз = 1,4/2,1 = 0,67.
Электропаровой утуг Кз = 0,2/2,1=0,095.
8) спідниці: Паровий манекен Кз = 1*1/3,02= 0,331.
Пресс ‘‘ПП-0,02'' Кз = 0,92/3,02=0,305.
Розрахуємо загальний коефіцієнт завантаження за кожним видом оборудования.
Паровий манекен: 0,38*1+0,19*1+0,19*1+0,49*1+0,56*1+0,33*1=2,14 Якщо встановимо два маникена, то перезавантаження буде 14%, а припустимо лише 12%. Отже встановити три одиниці устаткування. Аналогічно расчитывается й на інших видам. Універсальний прес 0,494+0,494+0,402+0,595*2=2,54 чи 3 одиниці. Электропаровой праску 0,296+0,296+0,395+0,32+0,095=1,385 чи 2единицы. Брючний маникен 0,288 чи 1 одиниця. Брючний прес 0,405 чи 1 одиниця. Оздоблювальні голівки 0,154 чи 1 одиниця. Пресс «ПП-0,02» 0,690*2+0,305=1,68 чи 2 одиниці. Отпарочный стіл 0,67 чи 1 одиниця. Разом: 14 одиниць устаткування встановити дільниці вологотеплової обработки.
1.3 Організація роботи комплексних бригад і розрахунок їх чисельного состава.
Нераціональність використання робочого дня і дезорганізація виробництва на підприємствах хімічної чистки усувається організаційної формою, яка передбачає використання комплексних бригад.
Комплексна бригада зазвичай об'єднує у своєму складі робочих різних спеціальностей. При організації бригад кожним його членом закріплюється для постійного виконання певна технологічна операція. Однак у разі потреби всі члени бригади виконує одну чи кілька суміжних операций.
Працюючи комплексної бригади встановлюється загальна розцінка попри всі технологічні операції. Заробітну плату нараховується загалом бригаду, а розподіл її між членами бригади виробляється у відповідність до кваліфікацією, кількістю відпрацьованого часу й трудовим внеском кожного члена бригади в загальні результати праці колективу. Тим самим було заробітна плата робочого стає у пряму залежність від успішної роботи бригади в цілому. Це створює зацікавленість всіх членів бригади в корисному використанні кожної хвилини вільного времени.
Через ефективності організації технологічного процесу з використанням комплексних бригад, вона отримала стала вельми поширеною на підприємствах хімічної чистки виробів. До складу комплексних бригад входять робочі, зайняті первинної і проміжної сортуванням виробів, видаленням плям, зачищенням виробів перед обробкою серед органічних розчинників і пранням у водних розчинах. Апаратники машин хімчистки звичайно входять у склад цих бригад. Отже, комплексні бригади крім процесу обробки виробів на середовищі органічних розчинників виконують всі з чистці изделий.
Принцип роботи комплексних бригад повна взаємозамінність. Будь-який член бригади може переключиться виконання найбільш необхідний у цей момент технологічної операції. Це ліквідує простої, пов’язані з тимчасовим зміною обсягів робіт з окремим операціям, і відданість забезпечує раціональне використання робочого дня всіх членів бригады.
Крім цього, своєчасне переключення робочих найбільш необхідні ділянки роботи сприяють ліквідації вузьких місць, більш простому просуванню замовлень технологічного процесу та скорочення термінів виконання заказов.
При організації комплексних бригад встановлюється колективна відповідальність за схоронність виробів і зайвими приймання й передачі за операціями, які виконуються членами комплексних бригад. У результаті загальна норма часу на чистку вироби в бригаді менше сумарного часу щодо окремих технологічним операциям.
Більше раціональне використання часу членів комплексних бригад і скорочення часу на обробку одиниці вироби роблять продуктивності праці на предприятии.
Щоб якось забезпечити раціональне використання часу робочих, необхідно точно визначати чисельність комплексних бригад.
Розрахунковий кількість робітників з кожної технологічної операції визначається по формуле:
Нвр*Осм.
Чр = ,.
Пмм -Квн де, Чр — розрахункове кількість робітників; Нвр — планована норма часу на виконання даної технологічної операції, хв; Осм — запланований змінний обсяг послуг, прим; Квн — запланований коэффециент виконання норм вироблення по даним технологічної операции.
Обліковий склад комплексної бригади визначається по формуле:
Чр * 100.
Псп = ,.
100 — П де, П — число целодневных простоев.
Розрахунок зводиться в таблицю 1.3.1(Прил. 4).
Чпр = 4,43*100/(100−10) = 4,9; тобто прийняте кількість робочих 5 людини. Цей розрахунок знадобиться для розрахунків з організацією ремонтного хозяйства.
2. ОРГАНИЗАЦИЯ РЕМОНТНОГО ХОЗЯЙСТВА.
Однією із найефективніших форм організації ремонту устаткування є система планово-попереджувального ремонту (ППР). Під час цієї системі машини, апарати, механізми ремонтуються у певному послідовності, в заздалегідь встановлені планом терміни, без очікування моменту повного виходу з строя.
У систему ППР включаються такі види робіт: межремонтное обслуговування обладнання; періодичні огляди устаткування; ремонт оборудования.
Межремонтное обслуговування передбачає насамперед старанно організований те що по устаткування: утримання її чистими; систематичну мастило, правильну експлуатацію, стеження станом і роботою устаткування, своєчасну його регулювання і наладку.
Періодичні огляди проводяться виключно за встановленому графіку силами ремонтних бригад. Здійснюється огляд устаткування точність і надійність його роботи, виявляються неполадки, визначається об'єм і уточнюються терміни майбутнього чергового ремонту, виробляється промивання і зміна олії на мастильних системах устаткування. Періодичні огляди, як правило, проводять у неробочий время.
Ремонт устаткування підрозділяється втричі виду: малий, середній і капитальный.
При малому ремонті усувають дрібні неполадки і дефекти у роботі устаткування, заміняють окремі деталі, регулюють і налагоджують хід машин і агрегатів. Синтезують його переважно у неробочий время.
За середнього показника ремонті виробляють часткову розбірку устаткування, заміняють чи відновлюють окремі вузли чи деталі машин, відновлюють продуктивність і точність роботи оборудования.
При капітальний ремонт здійснюють повну розбірку машин і агрегатів, усувають усі наявні неполадки і дефекти, заміняють і відновлюють зношені вузли і деталі, регулюють всієї системи автоматики та управління, виконують забарвлення устаткування. При капітальний ремонт повністю відновлюють початкові експлуатаційні якості машин.
Середній і капітальний ремонти вимагають зупинки устаткування й проводять у робоче время.
Часто при капітальний ремонт з метою підвищення продуктивності здійснюється та модернізацію устаткування, після чого термін експлуатації устаткування буде менш 5 років, продуктивність підвищиться на 20−30%, а витрати окупляться за 2−3 року. [4, с.64].
Межремонтное обслуговування обладнання, періодичні огляди, малі і середні ремонти, що їх частіше разу на рік, здійснюються з допомогою поточних витрат підприємства. Витрати виконання цих робіт ставляться на собівартість послуг у той період (місяці), що вони осуществлены.
Капітального ремонту та модернізацію устаткування, і навіть середній ремонт, выполняющийся не частіше разу на рік, виробляються з допомогою амортизаційних отчислений.
Поруч із високим якістю ремонтних робіт важливою завданням ремонтної служби підприємства є скорочення часу перебування обладнання ремонті. Це досягається високий рівень організації ремонтних робіт, створенням спеціалізованих ремонтних бригад, одночасністю виконання ремонтних операцій, підвищенням продуктивність праці ремонтних робочих, забезпеченістю підприємств усіма необхідними запасними частинами і деталями, повнішим використанням неробочого часу на ремонт оборудования.
Необхідні дані і розробити графіка ППР:
1. кількість складу оборудования;
2. категорія ремонтної складності, обумовлена за таблицею 2.1. [11, с.37] (Прил. 5);
3. норми трудомісткості ремонту устаткування, наведені у таблиці 2.2.
[11, с.38] (Прил. 5);
4. структури ремонтного циклу (таблиця 2.3. Прил. 5; [11, с.34]).
Для розрахунку трудомісткості робіт і часу простою устаткування ремонті використовуються такі формулы:
[pic][pic] де, Т — трудомісткість робіт, нормо-ч; t -норма часу різні види ремонтних робіт у розрахунку одну умовну одиницю ремонтної складності, нормо-ч; r — категорія ремонтної складності; в — кількість однотипних ремонтов.
[pic] де Ін — час простою устаткування ремонті, год; tн. вр — частка ремонтних робіт, виконуваних у неробочий час, (tн.вр=0,20); Чp — чисельність бригади, одночасно здійснює ремонт цього виду, (5 людина); Кв.н. — коефіцієнт виконання норм вироблення ремонтними робітниками, (1,15). [11, с.22−23] Усі дані про ремонту машини хімічної чистки ТБ-25(последний ремонт-Т3, вересень) зведені в додаток 5.
3. ОРГАНИЗАЦИЯ ОБСЛУГОВУВАННЯ НАСЕЛЕНИЯ Успешная робота виробничих ланок підприємств хімічної чищення та фарбування виробів великою мірою залежить від рівня обслуговування населення. Чим краще організовано обслуговування, то охочіше, частіше і регулярніше замовник звертається до послуг цього підприємства. І це одне з найважливіших умов, які забезпечують можливість раціональної організації виробничого процесу. Під організацією обслуговування населення слід розуміти комплекс заходів, вкладених у скорочення втрат часу й створення максимальних зручностей для замовників за одночасного забезпеченні високого якості послуг і стислі строки їх виконання. Найважливішим ланкою у створенні обслуговування населення хімічної чищенням і фарбуванням є прийомні пункти. Усі значні підприємства даної галузевої групи побутових послуг працюють з допомогою системи відособлених прийомних пунктів. Для характеристики ролі прийомних пунктів у організації роботи підприємств досить відзначити, що кожен третій працівник підприємства пов’язані з прийомом чи видачею замовлень. У практиці підприємств хімчистки розрізняють декілька тисяч видів прийомних пунктів. Найпоширенішими є стаціонарні прийомні пункти, здійснюють постійний (щоденний) приймання і видачу замовлень. Стаціонарні прийомні пункти, зазвичай, розміщуються в центрах густонаселених районів і мікрорайонів міст, у крупних селах та скорочення робочих селищах, мають постійний штат працівників, який є відповідає їхньому пропускну здатність. Різновидом стаціонарних є прийомні пункти періодичного дії. Ці прийомні пункти організуються менш населених районах і здійснюють приймання і видачу замовлень у визначені дні і годинники. Режим роботи встановлюється відповідно до попитом послуги у кожному конкретному районі обслуговування. Часто такі прийомні пункти організуються околицях новобудов і крізь певний час стають стаціонарними. Значне розвиток останніми роками отримали пересувні прийомні пункти. У таких випадках прийом і що видача замовлень можуть здійснюватися у пересувних автофургонах чи спеціально виділених для тимчасового користування приміщеннях підприємств, установ та інших організацій. Пересувні прийомні пункти функціонують як і міської, і у сільській місцевості. У містах ці прийомні пункти здійснюють прийом замовлень безпосередньо на підприємствах, у державних установах, в гуртожитках, готелях. У сільській місцевості пересувні прийомні пункти часто ще є єдиною формою обслуговування сільського населення. Розробка спеціальних маршрутів руху цих прийомних пунктів, встановлення точних днів і годин його роботи — неодмінна умова їхньої ефективності. Одною з найбільш прогресивних форм обслуговування населення -приймання і видача замовлень вдома — здійснюється теж з допомогою пересувних прийомних пунктів. Раціональна організація обслуговування населення в дому передбачає ретельне вивчення і вибір району обслуговування, встановлення прийнятного для замовників годин прийому й видачі замовлень і суворе його дотримання, поступове зменшення розмірів доплат до ціни за обслуговування вдома. Усі прийомні пункти підприємств хімчистки діляться на спеціалізовані й комплексні. Спеціалізація може визначатися на окремі види послуг (прийомний пункт з хімічного чистці, прийомний пункт по крашению виробів); по окремим групам виробів (прийомний пункт з чистки килимів, прийомний пункт по крашению хутра та інших.), за термінами обробки замовлень (прийомний пункт по термінової чистці). Спеціалізовані прийомні пункти організуються переважно у містах і кількість їх відносно небагато. Найчастіше на підприємствах функціонують комплексні прийомні пункти, приймаючі від населення замовлення всі види послуг, які виконуються на даному підприємстві. Комплексні прийомні пункти забезпечують повнішу завантаження приймальників замовлень і дуже зручні населенню. Основними функціями прийомних пунктів є прийом замовлень від населення, мітка виробів, підготовка їх вилетіти на фабрику і видача готових замовлень. Нерідко на прийомних пунктах виконуються, і деякі технологічні операції: видалення плям у присутності замовника, влажно-тепловая обробка виробів, пришивка гудзиків. У організації прийомних пунктів підприємств хімчистки треба сказати ряд недоліків. Відсутні науково обгрунтовані рекомендації з розміщення прийомних пунктів, тому вибір місця для приймального пункту, зазвичай, носить випадковий і найчастіше визначається наявністю вільного приміщення. Частина прийомних пунктів розміщається в малопристосованих приміщеннях, який завжди виправдані режими його роботи, слабко організована реклама. Усунення цих недоліків підвищить ефективності роботи прийомних пунктів, збільшить обсяг вступників замовлень і поліпшить обслуговування населения.
Заключение
В даному курсовому проекті було розглянуто організація виробничого процесу для підприємства хімічної чистки. Розглянуто все виробничі стадії і необхідні показники такі як змінний обсяг робіт, кількість верстатів кожному з ділянок, коефіцієнти їх завантаження, норми вироблення. Розрахована чисельність комплексної бригади. Для проектованого ательє було організовано система плановозапобіжного ремонту устаткування, показано призначення їх у забезпеченні безперебійної роботи устаткування й дана характеристика основних видів обслуговування і ремонтів. Також було запропоновано на впровадження на підприємстві найбільш прогресивних форм обслуговування населения.
БІБЛІОГРАФІЧНИЙ СПИСОК.
Балабан У. А. Організація і нормування праці службовців на підприємствах побутового обслуговування: Учеб. посібник для вузів. М.: Легпромбытиздат, 1989 г. 256с. Гарифулина Ф. До., Гуків М. У. Організація і планування діяльності підприємства побутового обслуговування: Учеб. М.: Легпромбытиздат, 1989 р. 266 з. Максимов А. А. Організація виробництва на підприємствах, у сфері сервісу (БО). Методичні вказівки. Омськ: ВДВС, 2001 р. 27 з. Найгеборин У. М. Організація і планування підприємств хімчистки. М.: Легка і харчова промисловість, 1993 р. Низовцев Р. А., Найгеборин У. М. Організація і планування підприємств побутового обслуговування населення: Підручник для вузів. У год. М.: Легка і харчова промисловість, 1983 р. Організація і планування хімічного виробництва: Учеб. / В. Л. Клименко, П. П. Табурчак, та інших.: Під ред. В. Л. Клименко. Л.: Химия, 1989.-368 з. Організація, планування і управління діяльністю промислових підприємств: Учеб. для экон. спец. вузів. — 2-ге вид., перераб. і доп. М: Высш.шк., 1984 г. 335с. Положення про систему планово — запобіжного ремонту технологічного устаткування підприємств побутового обслуговування населення РРФСР — М.: вид-во «ЛиПП», 1985 р. — 99с. Практикум з економіки, організації та нормуванню праці: Уч. пособие/Под ред. Погосяна Г. Р. М.: Економіка, 1991 р. — 276с. Реброва Н. П. Організація виробництва на підприємствах галузі. Учеб.пособие. Омськ, ВДВС, 1998 р. — 45с. Реброва Н. П., Виниченко А. В., Ультан С.І. Організація надання послуг. Методичні вказівки до виконання курсового проекту для студентів спеціальності 06.08. Омськ: ВДВС, 1997 р. — 39с. Соловйов В. М. Управління підприємством побутового обслуговування: Учеб. для вузів — М.: Легпромбытиздат, 1990 р. — 192с. Фатхутдинов Р. А. Організація виробництва. М.: «ИНФРА-М», 2000 р. — 377с. Управління і організація у сфері послуг / Під ред. Хаксевер До., Рендел Б. І ін. 2-ге вид. — Спб.: Пітер, 2002 р. — 752с. Чернявський Д.І. Організація виробництва. Омськ: Изд-о ОмГТУ, 1998 р.- 62 з. Чернявський Д.І. Організація виробництва. Омськ: Изд-о ОмГТУ, 1997 г.-124 з. Шепеленко Г.І. Економіка, організація та планування виробництва на підприємстві. Омськ: «Березень», 2000 р. — 544с. Яворович О. Н., Харина Л. И. Організація виробництва та обслуговування. Методичні вказівки. Омськ: ВДВС, 2002 р. — 49с. Яворович О. Н. Організація і планування виробництва. Навчальний посібник. — Омськ: ВДВС, 1998 р. — 140с. Ядгаров Я. С. Побутове обслуговування: економіка і «культуру сервісу — М.: Економіка, 1990 р. — 206с.
Додаток 1.
А.
Б.
В.
Рис. 1.1. Організаційні форми технологічних процесів хімічної чистки.
Додаток 2.
Таблиця 1.2.1.1.
Основні технічні характеристики і категорії ремонтної складності машин хімічної чистки |Найменування |Емкост|Длитель|Нанесени|Чистка |Загрузка|Категор|Мощно| |устаткування |и |ность |е |воздушн|и |іє |сть | |(тип.марка) |бараба|цикла |фильтров|ого |выгрузка|ремонтн|двига| | |на, |обработ|ального |фильтра|изделий |ой |телей| | |кг. |кі |порошку,|, хв |в |сложнос|, | | | |партии,|мин | |машину, |ти |кВт | | | |хв | | |хв | | | |1.МХЧ- 5 |5 |20 |5 |4 |1 |14 |3,9 | |2.КХ-013 |9 |30 |5 |5 |1 |16 |33,0 | |3.Специма 12 |12 |32 |6 |4 |2 |14 |7,0 | |Р | | | | | | | | |4.МХЧА-18 |18 |35 |6 |6 |2 |16 |6,6 | |5.КХ-016 |50 |40 |7 |7 |3 |18 |20,8 | |6.КХ-018 |100 |37 |8 |6 |4 |18 |36,0 | |7.Бевер -100 |100 |30 |6 |7 |3 |18 |34,9 | |8.Тримор 25−4|25 |38 |5 |4 |2 |18 |11,8 | |9.ТБ-25 |25 |33 |7 |6 |2 |16 |9,2 | |10.КХ-014 |30 |40 |5 |4 |4 |16 |15,5 | |11.Гофман-60 |60 |25 |4 |4 |2 |8 |8,4 | |12.Спенснер |27 |30 |5 |7 |1 |18 |10,7 | |13.Экстон-100|100 |43 |6 |6 |3 |18 |22,8 | |14.Синхлор-30|30 |35 |5 |6 |2 |14 |7,0 |.
Додаток 3.
Таблиця 1.3.
Типовий режим влажно-тепловой обработки.
|Наименование операції |Устаткування |Тривалість операції, з | | | |Для |Для |Після опрацювання| | | |зимових |пальто |органічними | | | |пальто |демисезо|растворителями | | | | |нных | | | | | | |Для |Для | | | | | |пиджако|плащей| | | | | |в | | |1.Отделка на манекені |Паровий |80 |80 |85 |111 | | |манекен | | | | | |2.Отпарка правої поли |Универсальный|40 |40 |40 |46 | | |прес | | | | | |3.Отпарка лівої поли |-//- |40 |40 |40 |46 | |4.Отпарка лівого борту |-//- |40 |40 |40 |46 | |5.Отпарка коміра |-//- |40 |40 |40 |46 | |6.Отпарка правого борту|-//- |40 |40 |40 |46 | |7.Подглаживание |Электроутюг |120 |120 |56 |226 | |підкладки кишень і |паровий | | | | | |прикладів рукавів і | | | | | | |верхи | | | | | | |8.Подвешивание на |—- |5 |5 |5 |5 | |вішалку | | | | | | |РАЗОМ | |405 |405 |346 |572 | | | |6,75мин |6,75мин |5,8мин |9,5мин|.
Продовження докладання 3.
Таблиця 1.4.
Обличкування суконь вовняних, напіввовняних, шовкових та інших. |Найменування операції |Устаткування |Тривалість | | | |операції, з. | |1.Надевание на манекен сукні і |Паровий манекен|20 | |підготовка його вилетіти |(ПВМГ-1) | | |2.Отправка і просушування |-//- |71,5 | |3.Снятие з манекена |-//- |5 | |4.Подготовка до глажению |Пресс «ПП-0.02"|10 | |5.Глажение всіх швів, ліфа, спідниці |-//- |226,5 | |6.Расправление сукні, підвішування |—- |10 | |на вішалку | | | |РАЗОМ |343 чи 5,72мин |.
Таблиця 1.5.
Обличкування брюк.
|Наименование операції |Устаткування |Тривалість | | | |операції, з. | |1. Расправка кишень |—- |10 | |2.Надевание штанів на манекен |Брючний манекен|9 | |3.Отпаривание і висушування |-//- |56,5 | |4.Подготовка до опорядженні на пресі |—- |5 | |5.Прессирование |Брючний прес |22,1 | |6.Доведение стрілок до |-//- |70 | |фасону | | | |7.Подглаживание кишень, пояса, |Оздоблювальні |35 | |гульфика, манжет |голівки | | |8.Пришивание петель і підвішування |—- |20 | |на вішалку | | | |РАЗОМ |227,6 чи 3,8 хв |.
Продовження докладання 3.
Таблиця 1.6.
Технологічна карта обробки юбок.
|Наименование операції |Устаткування |Тривалість | | | |операції, хв | |1.Подготовка спідниць до отпариванию |—- |0,30 | |2.Отделка спідниць на манекені |Паровий |1,00 | | |манекен | | | |"ПВМГ-1″ | | |3.Отделка спідниць на пресі |Пресс |0,92 | | |"ПП-0.02″ | | |4.Пришивание петель і підвішування на|—- |0,80 | |вішалку | | | |Загальна тривалість процесу, хв |3,02 |.
Таблиця 1.7.
Технологічна карта обробки трикотажа.
|Наименование операції |Устаткування |Тривалість | | | |операції, хв | |1.Подготовка виробів до отпариванию |—- |0,2 | |2.Отделка виробів на пресі |Отпарочный |1,4 | |(по черзі обробляють середину |стіл «СТ-1-М» | | |вироби, бічні краю та рукавами, |та інших. | | |комір, лацкани, кишені) | | | |3. Подглаживание підкладки |Электроутюг |0,2 | | |паровий | | |4. Складання вироби |—- |0,3 | |Загальна тривалість процесу, хв |2,1 |.
Додаток 4.
Таблиця 1.3.1.
Визначення чисельності робочих комплексних бригад |Техно-лог|Удельный|Коли-чес|Плани-ру|Плани-р|Общая |Расчетно| |ическая |вагу |тво |емые |уемый |тудоёмкость |е число | |операція |изде-лий|изделий,|нормы |Коэф-фе|работ |робочих,| | |про-ходя|проходя-|времени |циент | | | | |щих |щих |на |Выпол-н| |Чр | | |обработк|обработк|обработк|ения | | | | |у по |у на |у одного|норм | | | | |даної |даної |изделия,|выработ| | | | |операции|операции| |-кі, | | | | |,% |в смему,|Нвр, |Кв.п | | | | | | |хв | | | | | | |прим | | | | | | | | | | |По |З | | | | | | | |Пла-н|уче-т| | | | | | | |у |ом | | | | | | | | |пере-| | | | | | | | |выпол| | | | | | | | |нения| | | | | | | | | | | | | | | | | |Норм | | |1.Первич-|100 |577 |1,15 |1,15 |663,6|577,0|1,20 | |ная | | | | | |4 | | |сорти-ров| | | | | | | | |ка | | | | | | | | |2.Зачист-|40 |230,8 |1,15 |1,16 |265,4|288,8|0,60 | |ка | | | | |2 |1 | | |виробів | | | | | | | | |3.Удале-н|16 |92,32 |2,35 |1,10 |216,9|197,2|0,41 | |не плям | | | | |5 |3 | | |4.Обработ|12 |69,24 |2,59 |1,15 |179,3|155,9|0,32 | |-ка в | | | | |3 |4 | | |вод-ных | | | | | | | | |раст-вора| | | | | | | | |x | | | | | | | | |5. Сушіння |12 |69,24 |0,82 |1,10 |56,78|51,62|0,11 | |6.Промежу|106 |611,62 |1,62 |1,15 |990,8|861,5|1,79 | |точна | | | | |2 |1 | | |сортировк| | | | | | | | |а | | | | | | | | |РАЗОМ |Х |Х |Х |Х |2372 |2132,|2,43 | | | | | | | |2 | |.
Додаток 5.
Таблиця 1.9. Приблизний їх питому вагу окремих технологічних операцій на загальному обсязі виробів, проходять обробку на фабриці хімічної чистки |Найменування технологічних операцій |Питома вага виробів, | | |вступників дану | | |технологічну операцію, % | |1. Первинна сортування |100 | |2. Зачистка перед обробкою серед |30−40 | |органічних розчинників | | |3. Виведення плям |15−20 | |4. Обробка серед органічних |88−92 | |розчинників | | |5. Обробка у водних розчинах |8−12 | |6. Сушіння |8−12 | |7. Проміжна сортування |100−110 |.
Таблиця 2.2.
Нормативи часу на одиницю ремонтної складності для устаткування підприємства хімічної чищення та фарбування виробів |Види робіт |Нормативи трудомісткості, нормо-ч | | |Технічне |Поточний |Середній |Капітальний | | |обслуговування |ремонт |ремонт |ремонт | |Ремонт технологічного |0,5 |4 |15 |23 | |устаткування: | | | | | |слюсарні | | | | | |верстатні |0,05 |0,5 |1,5 |5 | |інші |0,25 |1,15 |6,5 |7 | |РАЗОМ |0,80 |6,0 |23,0 |35,0 |.
Таблиця 2.3.
Структури ремонтних циклів на підприємствах з хімічного чистці |Машини і автомати хімічної чистки |О-О-О-Т1-О-О-О-Т2-О-О-О-Т3 | | |О-О-О-С1-О-О-О-Т4-О-О-О-Т5 | | |О-О-О-Т6-О-О-О-С2-О-О-О-Т7 | | |О-О-О-Т8-О-О-О-Т9-О-О-О-К | |Пятновыводные верстати |О-О-О-Т1-О-О-О-Т2-О-О-О-Т3 | | |О-О-О-Т4-О-О-О-Т5-О-О-О-К | |Преси, манекени, столи прасувальні |О-О-О-Т1-О-О-О-Т2-О-О-О-Т3 | | |О-О-О-Т4-О-О-О-Т5-О-О-О-Т6 | | |О-О-О-Т7-О-О-О-Т8-О-О-О-К |.
Продовження додаток 5.
План — графік ремонту оборудования.
|Наименов|Инв|Кат|Последн|Виды і трудомісткість ремонтних робіт, планові простої (помесячно)|Трудоемкость |Простий| |ание |ент|его|ий | |ремонтних робіт, |оев в| |оборудов|арн|рия|ремонт | |н/ч |ремон| |ания, |ый |сло| | | |ті, год| |модель, |№ |жно| | | | | |марка | |сті| | | | | | | |раб| | | | | | | |від | | | | |.
| | |Вигляд ремонту |Дата ремонту |1 |2 |3 |4 |5 |6 |7 |8 |9 |10 |11 |12 |Слюсарні |Верстатні |Інші | | |10.
ТБ-25 |15 |16 |Т3 |IX |С1.
76,2 |О.
12,8.
2,6 |О.
12,8.
2,6 |О.
12,8.
2,6 |Т4.
19,9 |О.
12,8.
2,6 |О.
12,8.
2,6 |О.
12,8.
2,6 |Т5.
19,9 |О.
12,8.
2,6 |О.
12,8.
2,6 |О.
12,8.
2,6 |440 |47,2 |356 |159,4 | |.
———————————;
Первинна сортировка.
Чистка серед органічних растворителей Стирка у водних растворах.
Виведення пятен Отделка Экспедиция.
Первинна сортировка.
Чистка серед органічних растворителей Стирка у водних растворах.
Проміжна сортировка Отделка.
Экспедиция.
Виведення пятен.
Первинна сортировка.
Чистка серед органічних растворителей Стирка у водних растворах.
Проміжна сортировка Отделка.
Экспедиция.
Виведення пятен.
Виведення пятен.