Поздовжнє фрезерування деревини на верстатах
Квадратні ножові вали призначені для кріплення тільки товстих ножів (не більш як 4 шт.) болтами, що проходять крізь прорізи ножа. Квадратні ножові вали застосовують на верстатах з механічною подачею матеріалу і при наявності на ножовому валі захисного кожуха. Застосування квадратних ножових валів на верстатах з ручною подачею матеріалу забороняється. Це пояснюється тим, що руки робітника… Читати ще >
Поздовжнє фрезерування деревини на верстатах (реферат, курсова, диплом, контрольна)
РЕФЕРАТ на тему:
Поздовжнє фрезерування деревини на верстатах.
Для надання заготовкам правильної форми застосовують фугувальні, рейсмусові, чотиристоронні та фрезерні верстати (останні для фрезерування криволінійних і профільних деталей).
Різальний інструмент для верстатів поздовжнього фрезерування — це ножі та фрези. Залежно від конструкції ножових валів і фрезерних головок розрізняють два типи ножів (ГОСТ 6567—75): І тип — тонкі (3—4 мм) без прорізів; II тип — товсті (6—10 мм) з прорізами.
Тонкі ножі виготовляють одношарові, тобто повністю з легованих, інструментальних сталей марок В1, ХВГ, ОХС, ШХ15, Р9 та ін. Довжина тонких ножів 30—1610 мм, ширина 25—45 мм.
Товсті ножі з метою економії дорогих легованих сталей виготовляють здебільшого двошаровими; верхній різальний шар 2— З мм завтовшки з високоякісних сталей марок В1, Р9, Р18 або з твердого сплаву марок ВК15, ВК20, а нижній шар — is сталі марки 45. Ширина верхнього різального шару становить від х/з ДО k ширини ножа. Товсті ножі з боку обушка мають прорізи для затискних болтів. Довжина прорізів становить 0,55 ширини ножа. Відстань між прорізами 60 і 80 мм і залежно від довжини ножа їх може бути від 2 до 10.
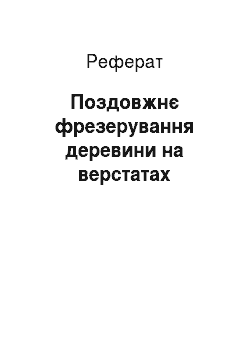
Кутові значення стругальних ножів залежать від характеру загострення їх і конструкції ножових валів (Рис. 1). Кут загострення x03B2 приймають рівним 35—45° (для м «якої сталі — менший, для твердої — більший). Передній кут у залежить від конструкції ножової головки і дорівнює 25—35°. Задній кут, а беруть 15—20°. Кут різання б може змінюватись в незначних межах. Для двоі чотириножових валів він становить 50—52°, а шестиножових — 60°. Збільшення кута різання підвищує якість, зате веде до збільшення витрат енергії. Всі ножі, що встановлюються на одному ножовому валі, повинні мати однакову товщину і масу. їх попарно підганяють за масою. Допустиме відхилення маси парних ножів: 0,1 г при масі ножа до 50 г; 0,2 г при масі ножа від 50—100 г і іо 0,3 г при масі 100—350 г. Для ножів масою понад 350 г допуск не повинен перевищувати 0,1% маси но/ка. Крім того, кожен ніж має бути відбалансований, тобто зрівноважений так, щоб його центр маси був точно посередині.
Рис. 1. Ножі і ножові вали:
а — тонкий ніж, б — товстий ніж з прорізами, в — товстий ніж з рифленою поверхнею, г — ніж, армований пластинкою із твердого сплаву, д — ножовий вал з пряйпши ножамн, е— гвинтовий вал з кріпленням ножів по гвинтовій лінії; 1 — лезо, 2 —передня грань, 3 — задня грань, 4, 5, 6 — грані ножа, 7 — пластинка з твердого сплаву" 8 — канавка для кріплення ножа, 9 — корпус ножового валу, 10 — ніж, 11 — клин, 12 — кріпильні гвинти, 13— регулювальні гвинти Ножові вали. Для кріплення ножів на верстатах застосовують ножові вали різних конструкцій. Вали можуть бути круглими і квадратними. На круглі ножові вали можна кріпити від 2 до 12 і більше тонких ножів. Чим більше ножів і чим точніше вони встановлені по висоті, тим якісніша поверхня і вища продуктивність праці. Всі сучасні високопродуктивні верстати мають круглі ножові вали.
Квадратні ножові вали призначені для кріплення тільки товстих ножів (не більш як 4 шт.) болтами, що проходять крізь прорізи ножа. Квадратні ножові вали застосовують на верстатах з механічною подачею матеріалу і при наявності на ножовому валі захисного кожуха. Застосування квадратних ножових валів на верстатах з ручною подачею матеріалу забороняється. Це пояснюється тим, що руки робітника проходять над робочим валом (можливі травми). Кріплення ножів у прорізах вала здійснюється за допомогою притискної планки (вкладиша) і затискних болтів (Рис. 2).
Для скорочення часу на зміну ножів застосовуються швидкодіючі затискні пристрої. Кріплення ножа здійснюється повертанням гвинта притискними клинками, які розсуваються центральним розсувним клином.
Рис. 2. Конструкції ножових валів:
а — квадратний ножовий вал, б — круглий нсжовий вал; 1— упорні планки або пружини, 2 — регулктвальиий гвинт, 3 — затискний болт, 4 — ніж, 5 — корпус, 6 — притискна планка Рис. 3. Перевірка положення різальної кромки ножа фугувального верстата відносно робочої поверхні заднього стола:
а — контрольною лінійкою, б — індикаторним приладом; 1 — задній стіл, 2 —контрольна лінійка, 3 — передній стіл, 4 — ножовий вал, 5 — індикаторний прилад Ще прогресивнішим є кріплення ножів гідравлічним способом. Тут ножі затискуються клинами за допомогою гумового шлангу, заповненого маслом під тиском до 10 МПа. Установлюючи ножі у вал, їх не закріплюють відразу повністю, а тільки так, щоб вони не випадали Після цього вивіряють виступи різальної кромки кожного ножа в двох-трьох місцях по довжині. Коли кромка висунута на 0,75—1 мм над губкою вала, його ще трохи закріплюють. Після вивірення всі ножі остаточно дотягують. Болти треба затягувати по черзі за кілька прийомів, починаючи від середини вала до країв. При затягуванні спочатку крайніх, а потім середніх болтів може утворитись випучування ножа, що впливатиме на якість обробки. Вивірення ножів на валу верстата здійснюється за допомогою лінійки (деревний брс к) або індикатора (Рис. 3). Точність вивірення по лінійці 0,1—0,2 мм, по індикатору 0,04—0,06 мм.
Заточують ножі на заточувальних верстатах (для цього треба знімати ножі з робочого вала верстата) або за допомогою спеціальних пристроїв безпосередньо на ножових валах верстатів. Останній спосіб точніший (ножі з вала не знімаються). Для заточування ножів найширше застосовуються ножоточильні верстати таких марок: ТчН6−3, ТчН12−3, ТчН18−3.
Список використаної літератури.
1. Амалицкий В. В., Любченко В. И. Справочник молодого станочника по деревообработке.— М.: Лесн. пром-сть, 1984.— 239 с.
2. Бобиков П. Д. Изготовление художественной мебели.— М.: Высш. шк., 1988.— 288 с.
3. Кулебокин Г. И. Столярное дело.— М.: Стройиздат, 1987.— 144 с.
4. Кряпов М. В., Гулин В. С., Берилин А. В. Современное производство мебели.— М.: Лесн. пром-сть, 1986.— 263 с.
5. Сахаров М. Л. Автоматизация деревообрабатывающего производства.— М.: Лесн. пром-сть, 1987.— 243 с.
6. Справочник, мебельщика. Станки и инструменты. Организация производства и контроль качества.— М.: Лесн. пром-сть, 1985.—• 375 с.
7. Худяков В. А. Деревообрабатывающие станки и работа на них.— М.: Лесн. пром-сть, 1982.— 324 с.
8. Шумега С. С. Спеціальна технологія меблевого виробництва.— К.: Вища шк. Головне вид-во, 1981.— 242 с.
9. Шумега С. С. Технология столярно-мебельного производства.— М.: Лесн. пром-сть, 1984.— 265 с.