Параметри, критерії та обмеження при виборі економічних умов механічної обробки
При частковій оптимізації операцій використовують два критерії: максимальної продуктивності та мінімальної собівартості деталей. При використанні цих критеріїв може бути одержана різна вартість деталі чи продуктивність. Використання критерію мінімальної собівартості призведе до деякого зниження продуктивності, а використання критерію максимальної продуктивності викличе подорожчання деталей… Читати ще >
Параметри, критерії та обмеження при виборі економічних умов механічної обробки (реферат, курсова, диплом, контрольна)
Параметри, критерії та обмеження при виборі економічних умов механічної обробки
На економіку механічної обробки впливають різні фактори, в тому числі властивості матеріалу інструмента, потужність верстата і режими різання.
Для визначення оптимальних режимів різання необхідно врахувати вартість використовуваних матеріалів і багато інших даних.
До того ж, металообробне виробництво зазвичай включає не тільки одноінструментну обробку, але й обробку деталей одночасно декількома інструментами. А це означає, що при виборі економічних режимів обробки на будь-якій операції необхідно приймати до уваги режими обробки й на інших операціях, які виконуються при виготовленні деталі. Встановлення оптимальних умов виробництва на одній стадії технологічного процесу буде впливати на встановлення умов на інших стадіях і на вартість виробництва деталей чи виробів у цілому.
Підсумковим же критерієм технологічного процесу взагалі є отримання максимального прибутку в заданий проміжок часу. Для забезпечення максимального прибутку, покриття капіталовкладень і поточних витрат, що включають вартість сировини і обробки, знову ж таки, необхідно забезпечити високу продуктивність на кожній стадії виробництва.
З викладеного виходить, що для забезпечення максимальної ефективності виробничий процес потребує повної оптимізації, а зробити це може тільки спеціаліст-технолог, який розробляє технологічних процес і якому доступна відповідна інформація.
Однак, повна оптимізація виробничого процесу здійснюється рідко. Проблема може бути розв’язана шляхом використання динамічного програмування, але це рішення має певні труднощі.
Для спрощення часто застосовують часткову оптимізацію на окремих операціях. У подальшому ці режими можуть бути змінені після вивчення взаємодії різних факторів. Ця остання фаза процесу оптимізації звичайно виконується з використанням спеціальних методів.
При частковій оптимізації операцій використовують два критерії: максимальної продуктивності та мінімальної собівартості деталей. При використанні цих критеріїв може бути одержана різна вартість деталі чи продуктивність. Використання критерію мінімальної собівартості призведе до деякого зниження продуктивності, а використання критерію максимальної продуктивності викличе подорожчання деталей. Режими, що відповідають повній оптимізації, звичайно заключені між режимами, підібраними за цими критеріями. Існують однак фактори, які можуть вивести оптимальні режими за ці межі.
Третім критерієм оптимізації є максимальний прибуток. У виробничих умовах необхідно оцінити відповідний обсяг і вартість кожної операції технологічного типу.
При виборі економічних режимів обробки необхідно враховувати технічні характеристики металорізальних верстатів. Часто необхідні режими різання не можуть бути забезпечені на верстаті, призначеному для виконання певної операції. В такому випадку необхідно або змінювати режими різання, або підбирати інший верстат, чи модернізувати існуючий верстат, змінити шестерні приводу подач чи коробки швидкостей. З іншого боку, може трапитись так, що економічні режими обробки значно нижчі тих, які можуть бути досягнуті на даному обладнанні. В цьому випадку потрібно використовувати інший, менш складний верстат, а більш складний звільнити для іншої операції.
Як обмеження при виборі економічних режимів різання можна розглядати такі характеристики верстатів:
1) максимальну подачу;
2) максимальну частоту обертання шпинделя;
3) максимальну потужність приводу;
4) максимально допустиму силу різання;
5) межі подачі (чи швидкості), які забезпечують необхідну шорсткість обробленої поверхні;
6) ступені швидкостей та подач.
Собівартість деталі, продуктивність обробки та прибуток
Собівартість обробки деталі складається з декількох статей. Для спрощення розглянемо обробку одним інструментом.
1. Непродуктивні витрати С1, що припадають на одну деталь, включають вартість закріплення та зняття однієї деталі, вартість простою обладнання. Непродуктивні витрати підраховують за формулою [1]:
C1 = Cв-хв · Тпр,
де Cв-хв — вартість 1 хвилини роботи обладнання;
Тпр — сумарний час простою, що припадає на одну деталь.
2. Вартість машинного часу обробки С2 визначається як добуток вартості 1 хвилини машинного часу Cв-хв на машинний час обробки Тм [1]:
С2 = Св-хв · Тм.
3. Вартість часу на зміну інструмента С3 визначається як добуток вартості 1 хвилини на час зміни інструмента, що припадає на одну деталь [1]:
де Тзм.і — час зміни інструмента;
Тд.ч — дійсний час обробки однієї деталі;
ТСТ — стійкість інструмента.
4. Вартість інструмента, віднесена до однієї деталі С4, дорівнює вартості інструмента, що припадає на різальне лезо Ср.л., помножене на кількість різальних лез, що використовуються при обробці даної деталі [1]:
.
Вартість інструмента, що припадає на одне лезо, залежить від виду інструмента. Для напаяного інструмента ця величина дорівнює:
Для інструмента з багатогранними непереточуваними пластинами:
У собівартість можуть бути включені й інші витрати, такі як витрати на охолоджуючу рідину, розробку інструмента, оброблюваний матеріал, хоча перелічені витрати, крім витрат на оброблюваний матеріал, можуть бути включені в накладні витрати. Таким чином, собівартість деталі дорівнює:
Ст = С1 + С2 + С3 + С4 + С5, (1)
де С5 — вартість матеріалу.
Виключаючи вартість матеріалу, маємо:
. (2)
Розглядаючи рівняння (2), бачимо, що собівартість деталі може бути знижена шляхом скорочення часу на закріплення та зняття деталі, простою та зміни інструмента. Для цього можуть бути використані як технічні, так і організаційні методи. Удосконалення матеріалу інструмента і заточування підвищує стійкість інструмента, зменшує кількість змін інструмента і вартість заточування, що припадає на одну деталь, тим самим знижуючи собівартість деталі. Зношування різального інструмента може бути також знижене шляхом зміни властивостей оброблюваного матеріалу. Як правило, накладні витрати важко зменшити. Отже, собівартість деталі може бути зменшена в основному шляхом поліпшення технології.
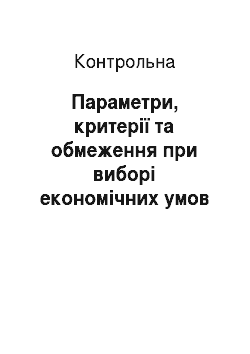
Збільшення швидкості різання (чи подачі) знижує час обробки Тм, але одночасно ще більше зменшує стійкість інструмента. Оскільки Тм пропорційне 1/v, то Тст пропорційне Таким чином, збільшення швидкості різання може мати зворотний вплив на собівартість деталі, оскільки при зменшенні С2 збільшується сума (С3 + С4). Вплив швидкості різання на собівартість деталі показаний на рис. 1, а.
Рис. 1. Залежність собівартості С і штучного часу Тшт обробки деталі від швидкості різання: 1 — затрати на обробку С2; 2 — затрати на інструмент та його зміну (С3 + С4); 3 — загальні затрати (собівартість С); 4 — час на зміну інструмента ();5 — повний штучний час; Тшт; 6 — машинний час.
Цікаво відмітити, що мінімальна собівартість відповідає деякій підвищеній вартості інструмента, який має достатньо високий опір зношуванню. Це означає, що властивості інструментального матеріалу визначають можливості металообробних верстатів.
Продуктивність обробки обернено пропорційна часу обробки.
Час, що припадає на одну деталь (штучний час), дорівнює [1]:
(3)
Продуктивність залежить від режимів різання та стійкості інструмента. Для випадку мінімальної собівартості зменшення Тпр і Тзм.і буде збільшувати продуктивність. Збільшення швидкості різання знижує Тм і збільшує час зміни інструмента, що припадає на одну деталь. Зміни штучного часу (чи продуктивності) в залежності від швидкості різання показані на рис. 1, б. З графіка випливає, що удосконалення інструментального матеріалу збільшує оптимальну швидкість різання. Пізніше буде показано, що швидкість різання, яка відповідає максимальній продуктивності, трохи вища швидкості різання, що відповідає мінімальній собівартості деталі.
Прибуток (Pr), одержаний в одиницю часу, виражається наступним чином [1]:
Чи
(4)
де IT — доход, що припадає на одну деталь, включаючи вартість матеріалу;
С — собівартість однієї деталі, виключаючи вартість матеріалу.
CT — собівартість однієї деталі, включаючи вартість матеріалу;
I — доход, що припадає на одну деталь, виключаючи вартість матеріалу;
Коли в собівартість деталі не включено вартість оброблюваного матеріалу, ця вартість не повинна включатись і в доход, що припадає на одну деталь.
Підставляючи вирази (2) і (3) у вираз (4), одержимо:
Чи
(5)
Фактори, які знижують собівартість деталей та збільшують продуктивність обробки, збільшують і прибуток в одиницю часу. У загальному випадку швидкість різання, що відповідає максимальному прибутку, буде відрізнятись від швидкостей різання, що відповідають мінімальній собівартості та максимальній продуктивності.
Перелік умовних позначень:
різання механічний прибуток економіка підприємство
© 1) C1 — непродуктивні витрати (по собівартості);
(х) 2) Cв-хв — вартість однієї хвилини роботи обладнання;
(ТL) 3) Тпр — сумарний час простою обладнання, що припадає на одну деталь;
(C2) 4) С2 — вартість машинного часу обробки;
(Tc) 5) Тм— машинний час обробки;
(C3) 6) С3 — вартість часу на зміну інструмента;
(Td) 7) Тзм.і — час зміни інструмента;
(Tac) 8) Тд.ч — дійсний час обробки однієї деталі;
(T) 9) ТСТ — стійкість інструмента;
(C4) 10) С4— вартість інструмента, віднесена до однієї деталі;
(y) 11) Ср.л — вартість інструмента, що припадає на одне різальне лезо;
(TT) 12) Тшт — штучний час;
(Pr) 13) Pr — прибуток, одержаний в одиницю часу;
(I) 16) I — доход, що припадає на одну деталь, включаючи вартість матеріалу;
(IT) 14) IT — доход, що припадає на одну деталь, включаючи вартість матеріалу;
© 17) C — собівартість однієї деталі, включаючи вартість матеріалу;
(CT) 15) CT — собівартість однієї деталі, включаючи вартість матеріалу;
(V) 18) V — швидкість різання;
(f) 19) S — подача;
(d) 20) t — глибина різання;
(K) 21) K — постійна величина;
(1/n) 22) — показник степеня при швидкості;
(1/n1) 23) — показник степеня при подачі;
(1/n2) 24) — показник степеня при глибині;
25) ;
26) ;
(l) 27) l — довжина проходу інструмента;
(N) 28) n — число обертів шпинделя за хв.;
(л) 29) л
30) — стійкість інструмента, що відповідає мінімальній собівартості деталі;
(P) 31) N — потужність різання;
(W, б, в) 32) W, б, в — постійні для даної комбінації інструмент — оброблювальний матеріал (при визначенні потужності різання);
(F) 33) P — сила різання;
(E) 34) E — експериментальний коефіцієнт (при визначенні сили Р);
® 35) R — радіус при вершині різця;
36) Sit — максимальна подача, яка забезпечує потрібну шорсткість поверхні;
37) — стійкість інструмента, що відповідає максимальній продуктивності обробки і змінній швидкості різання;
(V) 38) V — швидкість головного руху при струганні;
39) Vr — швидкість зворотного руху при струганні;
(m) 40) V/Vr = d < 1;
(S) 41) L — довжина при струганні;
(l) 42) B — ширина при струганні;
(s) 43) Lmin — мінімальна довжина стругання;
(l) 44) Bmin — мінімальна ширина стругання;
(tек) 45) Кекв — еквівалентна товщина зрізу при фрезеруванні;
(tm) 46) Кmax — максимальна товщина зрізу при фрезеруванні;
(Tcs) 47) Tмz — час контакту фрези при зрізанні одного елемента стружки;
(n1) 48) m1 — показник степеня в стійкісному рівнянні при фрезеруванні;
(И) 49) И — кут контакту при фрезеруванні;
(t) 50) K — товщина зрізу, що відповідає глибині різання t' при фрезеруванні;
(V) 51) Sхв — хвилинна подача;
(KT) 52) Z — число зубів фрези;
(D) 53) D — діаметр фрези;
(d') 54) t' - миттєве значення глибини різання;
(ft) 55) Sz — подача на один зуб;
(fr) 56) Sr — подача на один оберт;
57) — час переміщення і встановлення інструменту для виконання другого переходу;
(Tcr) 58) Tcr — час першого проходу (попередня обробка);
(Tcf) 59) Tcf — час другого проходу (остаточна обробка);
(T(ac)r) 60) — T(д.ч)r — дійсний час різання при першому проході;
(T(ac)f) 61) T(д.ч)f — дійсний час різання при другому проході;
(Tr) 62) Tr — стійкість інструмента при першому проході;
(Tf) 63) Tf — стійкість інструмента при другому проході;
64) — стійкість інструмента на першому проході, що відповідає мінімуму собівартості;
65) — стійкість інструмента на другому проході, що відповідає мінімуму собівартості;
(fr) 66) Sr — подача на першому проході;
(ff) 67) Sf — подача на другому проході;
(br) 68) Tr — глибина різання на першому проході;
(bf) 69) tf — глибина різання на другому проході;
(b) 70) t — повна глибина різання;
(TL) 71) Tпр— час встановлення деталі на верстаті;
(Ti) 72) Ті — час обробки до заміни одного різця наступним;
(Tc) 73) Тм — сумарний дійсний час різання, що припадає на одну деталь;
(T) 74) ТСТ — сумарний дійсний час різання між замінами інструмента (стійкість інструмента);
(Td) 75) Тзм.і — час зміни всіх інструментів;
(У) 76) У — вартість заточування всіх різальних лез;
(Ta) 77) Та — час циклу (виключаючи встановлення деталі).
ВИКОРИСТАНА ЛІТЕРАТУРА
1. Армарего И.Дж.А., Браун Р. Х. Обробка металов резанием. / Пер. с англ. В. А. Пастунова. — М.: Машиностроение, 1977. — 325 с.
2. Маталин А. А. Технология машиностроения. — Л. — М., 1985. — 496 с.
3. Прогрессивные режущие инструменты и режимы резания металов: Справ очник / Под общ. pед. к.т.н В. Н. Баранчикова. — М., 1990. — 400 с.
4. Технологія обработки конструкционних материалов / Под. ред. П. Г. Петрухи. — М.: Высшая школа, 1991. — 512 с.