Виготовлення внутрішніх стінових панелей
Камери дозрівання; 2 — мостовий кран; 3 — пости розпалублення та комплектування; 4— передавальний візок; 5—бетоноукладач; 6 — механізм ущільнення; 7 — пакет клинових щитів; 8—-обладнання складу клинових форм; 9 — запас арматури; 10 — ділянка ремонту та переоснащення клинових форм двобічну клинову форму з поста розпалублення та комплектування подають передавальним візком до вільного відсіку… Читати ще >
Виготовлення внутрішніх стінових панелей (реферат, курсова, диплом, контрольна)
Виготовлення внутрішніх стінових панелей.
.
.
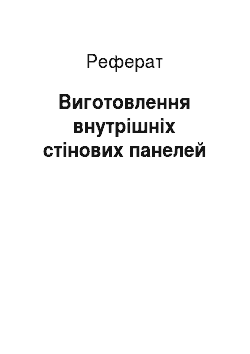
Загальна характеристика технологічного процесу виготовлення внутрішніх стінових панелей Панелі внутрішніх стін житлових будинків та громадських споруд виконують у вигляді одношарових плит, довжина яких до 7 м, товщина до 200 мм; висота панелі для житлових будинків до 2,9 м, а для громадських будівель може бути й більшою. Як правило, панелі внутрішніх стін мають прорізи для дверей, а також приховану електропроводку (рис. 1). Для виготовлення панелей з важкого бетону використовують бетони класів В15, В20, В25 при конструктивному армуванні та В25 і ВЗО при розрахунковому армуванні.
Процес виготовлення панелей може бути реалізований на касетно-стендових і касетно-конвейєрних лініях, а також на візкових конвейєрах і вібропрокатних станах. Незалежно від способу виробництва технологічний процес виготовлення внутрішніх стінових панелей повинен забезпечити гладкі лицьові поверхні. До його складу входять такі операції:
.
Рис. 1. Внутрішня стінова панель:
1 — шпонка для з'єднання з прилеглою перегородкою; 2 — канали для прихованої електропроводки; 3 —дерев'яні пробки для кріплення столярного блоку дверей.
— підготовка форми або формувального відсіку чи формооснащення, яка полягає в очищенні та змазуванні формувальних поверхонь і складанні форми;
— встановлення арматурного каркаса із закріпленими трубками каналоутворювачів для прихованої змінюваної електропроводки, а також з пластмасовими фіксаторами, які забезпечують потрібну товщину захисного шару бетону;
— встановлення і закріплення анкерних та монтажних петель, вкладишів, дерев’яних пробок і кілець, що створюють гнізда для електроарматури;
— укладання й ущільнення бетонної суміші;
— теплова обробка відформованих виробів за заданим режимом (одночи двостадійна);
— розпалублення виробів;
— шпаклювання лицьових поверхонь, підготовка їх до фарбування чи оклеювання шпалерами.
Касетно-єтендова лінія виготовлення внутрішніх стінових панелей та панелей перекриттів Характерною особливістю виготовлення виробів в касетах є формування їх у вертикальному положенні в стаціонарних металевих формах-касетах. Цей спосіб виготовлення панелей забезпечує високі точність розмірів та якість лицьових поверхонь.
.
На заводах великопанельного домобудування України експлуатується майже 2 тисячі касетних установок. Але для виготовлення панелей на касетно-стендових лініях треба використовувати рухливі бетонні суміші з підвищеним вмістом в’яжучого, що призводить до неоднорідності показників міцності виробів по висоті.
Рис. 11.2. Касетно-стендова лінія:
1 — бетоновозна естакада; 2— роздавальний бункер; 3 — машина для очищення і шліфу-вання касет; 4 — касети з розпалублювальною машиною для плит перекриттів; 5 — те саме для панелей внутрішніх стін; 6 — консольний бетоноукладач; 7 — мостові крани; 8 — секція для складування виробів; 9 — лінія опоряджування; 10— місце для переоснащення касетних відсіків; 11,12 — місця для складування столярних блоків та арматури Касетно-стендову технологічну лінію (рис.2) обладнують касетами, які залежно від типу можуть мати 10…14 формувальних відсіків, консольними або портальними бетоноукладачами, конвейєром для опоряджування панелей, стелажами для витримування виробів.
У багатовідсіковій касетно-стендовій установці панелі виготовляють у такій послідовності: машина для розпалублення відводитькрайню пересувну стінку касети. Після короткочасного вмикання вібраторів, установлених на розділювальних листах відсіків, відокремлюють панель від стінки відсіку, піднімають мостовим краном і встановлюють наконвейєр опоряджування. У звільненому від панелівідсіку пневмоскребками очищають поверхні стінок, прорізоутворювачів, конусів та обрамляючих кутників, вручну змазують солідолом кути, на інші поверхні розпилювачем наносять емульсійні мастила. В очищений ізмазаний формувальний відсік краном чи спеціальним арматуроукладачем встановлюють арматурний каркас, закріплюють і фіксують його тимчасовими дротяними фіксаторами в проектному положенні. Встановлюють анкерні та монтажні петлі, інші деталі. Після перевірки правильності армування відсік повертають у вихідне положення і з'єднують з підготовленим до розпалублення наступним відсіком касети. У такому порядку послідовно розпалублюють і підготовляють усі відсіки касети до бетонування.
Почергове виконання підготовчих робіт на кожному з відсіків спричинює технологічно неминучі простої відсіків. За кожний оборот касети цей простій становить приблизно 3 год. Укладання бетонної суміші починається після складання й закріплення всіх відсіків касети. Особливістю бетонування є те, що доводиться укладати одночасно великий об'єм бетонної суміші (до 18 м3), оскільки суміш безперервно пошарово укладають в усі формувальні відсіки. Суміш можна подавати стрічковим конвейєром і укладати консольним укладачем або бетоноукладачем портального типу з бункером великої місткості. Касетну форму заповнюють бетонною сумішшю за три-чотири рази з вібруванням кожного шару. Час укладання та ущільнення суміші у десятивідсікову касету становить 60… 70 хв. Перерви під час укладання окремих шарів не повинні перевищувати 20 хв. Після завершення формування відкриті поверхні виробів накривають термоізоляційними щитами і подають пару в теплові відсіки. Орієнтовний режим теплової обробки панелі в касеті 1,0+4,0+4,5. Через 2,5…3,0 год після формування з застосуванням трубок-каналоутворювачів багаторазового використання їх виймають.
Потужність касетно-стендової лінії з восьми касетних установок 45…48 тис. м3/рік. Питома трудомісткість виробництва 1,9 люд.-год/м3, металомісткість виробництва 22,5 кг/м3.
Касетно-стендову технологію використовують також для виготовлення площинних ненапружених плит перекриттів.
Слід зазначити, що найдоцільніше експлуатувати описані вище касетно-стендові лінії на заводах великопанельного виробництва потужністю до ЗО тис. м2 житла на рік. Але ця технологія має ще певні резерви інтенсифікації виробництва (впровадження двоста-дійної обробки з камерами дозрівання, використання додаткових розділювальних листів, що переоснащуються поза касетою, реальні можливості скорочення витрат цементу за рахунок використання суперпластифікаторів), проте її не можна розглядати як прогресивну через недостатню механізацію та некомфортні умови праці.
Касетне-конвейєрне виробництво панелей внутрішніх стін та перекриттів Перспективним напрямом вдосконалення виробництва панелей внутрішніх стін та ненапружених панелей перекриттів є використання касетно-конвейєрних та касетно-напівконвейєрних ліній, які поєднують переваги виготовлення панелей у вертикальному положенні з перевагами безперервного конвейєрного виробництва. Різноманітне компонування схем та окремих стадійних процесів касетно-конвейєрних ліній дає змогу поділити їх за способом теплової обробки на три групи.
До першої групи входять лінії з пересувних збірно-розбірних пакетів щитів і формооснащення та одностадійною тепловою обробкою у пакеті. Це лінія Парнаського ДБК (м. Санкт-Петербург),.
.
Рис. 11.3. Касетію-конвейєрна лінія Кам’янець-Уральського ДБК:
1—заштозхувальний візок; 2 — пневмобетоновод; 3 — пакет формувальних і теплових відсіків; 4—досилач; 5 — візок для розпалублення; в — пост механізованого очищення форм;: ^ — пост ручного очищення форм; 8 — пристрій для змазування форм; 9 — пост переоснащення відсіків;
10 — пост встановлення армокаркасів; 11— монорейкова колія розроблена ЦНДІЕПЖитла, та лінія Кам’янець-Уральського ДБК. розроблена Тульським ЕКБ і Софійським Цивільпроектом.
Друга група поєднує лінії з окремими формувальними постами на одну чи дві форми, на яких здійснюються формування й перша стадія теплової обробки. Друга стадія після часткового розпалублення виробів проходить у камерах безперервної дії. Такі лінії експлуатуються на підприємствах Києва та інших міст колишнього Союзу.
До третьої групи належать лінії зі стаціонарним формувальним пакетом щитів на 16—18 форм, в яких проходить 5…6-годинна перша стадія теплової обробки, після чого здійснюються повне розпалублення й термосне витримування виробів у камерах. Лінії такого типу запроваджено на Талліннському, Іркутському, Ярославському домобудівних комбінатах.
Нижче наведено характерні лінії кожної групи.
Касетно-конвейєрна лінія Кам’янець-Уральського ДБК (рис. 11.3) —це лінія, в якій для формування та теплової обробки відсіки об'єднано в один 45-відсіковий касетний пакет. Здійснюють це переміщенням їх по рейках естакади та фіксуванням.
Бетонну суміш рухливістю 10…12 см подають по пневмопрово-ду одночасно у два відсіки, розміщені між двома тепловими щитами. Укладання бетону та ущільнення його навісними вібраторами ИВ-72, закріпленими на торцях розділювальних листів, виконують послідовно трьома однаковими за висотою шарами. Формування починаються з відсіків, розміщених ближче до заштовхувального візка, а забетоновані відсіки поступово переміщуються до протилежного боку касети. Об'єм касетного пакета 79…81 м3 бетону.
.
Рис. 11.4. Касетно-конвейєрна лінія Тверського ДБК:
1 — бункер для електророзігрівання бетонної суміші; 2 — бетоноукладач; З — формувальне устаткування; 4 — передавальний візок; 5 — конвейєр підготовки формооснащення; 6 — секції для витримування виробів; 7 — акустичний стенд контролю якості; 8 — пост змазування формооснащення; 9 — пост очищення формооснащення; 10 — запас бортоснащення на зміну Після закінчення формування всіх відсіків пакета, яке ведеться впродовж усієї другої зміни, подають пару в теплові щити, і починається теплова обробка, яка триває 10 год.
Розпалублюють панелі в такому порядку: панель стропують до траверси мостового крана; крайній в пакеті тепловий відсік разом з виробом на домкратах піднімають до рівня гаків тельферного знімального візка і навішують на них; за допомогою гідросистеми відкривають бокові борти, які шарнірно закріплені на тепловому щиті; панель краном виймають з відсіку й подають на пост опоряджування.
Звільнений від панелі щит на двох тельферних візках по монорейковій колії послідовно проходить пости механізованого очи-1 щення капроновими щітками, ручного очищення, змазування, армування. Після завершення підготовчих операцій щит надходить у зону заштовхувального візка, де його домкратами знімають з гаків тельферних візків і встановлюють на рейки естакади. У такій послідовності підготовлюють усі щити і розділювальні листи. Ритм конвейєра підготовки 8…10 хв.
Потужність лінії 15…20 тис. м3/рік, обслуговують її за зміну два бетонники та один кранівник.
Касетно-конвейєрна лінія Тверського ДБК (рис. 11.4) розміщується у прогоні завширшки 18 м і розрахована на випуск панелей внутрішніх стін для програми 140 тис. м2 загальної площі на рік. Технологічний процес виготовлення панелей виконують у такій послідовності. Підготовлене двобічне формооснащення з закріпленим арматурним каркасом передавальним візком подають до одного з постів формування і встановлюють у відсік формувальної установки (рис. 11.5). Після цього формооснащення заповнюють.
.
Рис. 11.5. Поперечний переріз формувальної установки Тверського ДБК:
/ — рама; 2— рухомий щит; З — нерухомий щит; 4 — візок; 5 — привод; 6— вібратор; 7 — формооснащення розігрітою бетонною сумішшю. Бетон укладає бетоноукладач, який переміщується над формувальними установками по естакаді. Ущільнюється бетонна суміш вібраторами, закріпленими на стінках зовнішніх щитів формувальної установки. Після закінчення укладання та ущільнення бетонної суміші в порожнини центрального щита формооснащення та бокових щитів формувальної установки подають пару і вироби піддають двобічному обігріванню протягом 80 хв до набуття бетоном міцності 1…2 МПа. Потім зовнішні щити формувальної установки відсувають і формооснащення з двома виробами подають до однієї з щілинних камер безперервної дії, де друга стадія теплової обробки триває 6 год. З камери формооснащення з виробами подають передавальним візком на підготовчу лінію (вона ж є і лінією повернення формооснащення), де знімають вироби мостовим краном, очищають і змазують формувальні поверхні, встановлюють прорізоутворювачі та арматурні каркаси. На останньому посту лінії підготовки форму підігрівають, післячого її переміщують до поста формування. Для складних переналагоджень форм передбачається пост поза конвейєром, куди форму подають передавальним візком.
Маса технологічного обладнання лінії 394 т, ритм формування 45 хв, при двозмінній роботі лінію обслуговують 28 робітників.
Касетно-конвейєрна лінія (рис. 11.6), розроблена СКТБ Буд-індустрії Мінбуду України, також належить до другої групи і характеризується вдосконаленням постів формування, армування, очищення та змазування. Для створення резерву продуктивності на лінії передбачено роторну компоновку постів формування з радіальним розміщенням формувальних установок по периметру поворотної платформи. Поворотна платформа служить проміжним передавальним пристроєм для переміщення підготовлених формо-оснащень до постів формування, а відформованих виробів після часткового розпалублення — до тунельних камер теплової обробки. Формувальні установки обладнані жорсткою рамою на пружній основі з централізованим віброприводом, що дає змогу укладати та ущільнювати бетонні суміші з ОК=2…3 см.
Традиційне армування зварними каркасами замінено на цій лінії безперервним намотуванням дротяної арматури на упори вертикальних стінок подвійних форм. Для цього лінію обладнано установкою портального типу для намотування, яка намотує арматуру одночасно з двох боків формооснащення для двох виробів.
До складу лінії входить автоматизований пристрій для очищення та змазування щитів. Основні операції на лінії виконуються в автоматичному режимі (з контролем операторами). Лінія входить до складу заводу великопанельного домобудування потужністю 140 тис. м2 загальної площі на рік. Обслуговують лінію 10 робітників за зміну.
Касетно-конвейєрна лінія з двобічними клиновими формами (рис. 11.7). Талліннського домобудівного комбінату характеризується такими технологічними особливостями. Укомплектовану.
.
Рис. 11.7. Касетно-конвейєрна .лінія Талліннського ДБК:
1 — камери дозрівання; 2 — мостовий кран; 3 — пости розпалублення та комплектування; 4— передавальний візок; 5—бетоноукладач; 6 — механізм ущільнення; 7 — пакет клинових щитів; 8—-обладнання складу клинових форм; 9 — запас арматури; 10 — ділянка ремонту та переоснащення клинових форм двобічну клинову форму з поста розпалублення та комплектування подають передавальним візком до вільного відсіку стаціонарної касети, де теплові щити з'єднують в один технологічно нерозбірний пакет з порожнинами, що мають у плані клиноподібну форму. Самохідний бетонороздавач, що пересувається над касетою, укладає бетонну суміш крізь насадку у формувальні порожнини. Ущільнення здійснюється під час укладання бетону за допомогою гребінки глибинних вібраторів, змонтованої на порталі. Після завершення формування бетонороздавач від'їжджає, верхні кромки виробів загладжують вручну і накривають плівкою. Відформовані вироби залишають у касетному пакеті на 5 год, де їх піддають двобічному обігріванню парою, яку впускають у порожнину клинової форми та в порожнини термощитів. За цей час бетон набуває міцності 7…8 МПа. Після цього напроти форми встановлюють самохідний випресовувач, за допомогою якого форму з двома виробами виймають з пакета і підштовхувачем подають на передавальний візок для переміщення до постів розпалублення та комплектації оснащення. Вироби з форми знімають мостовим краном і встановлюють у камери дозрівання ямного типу, де протягом 5 год відбувається термосне витримування до набуття бетоном 70% проектної міцності. Форму на посту розпалублення та комплектування очищають, змазують, укомплектовують арматурними елементами, фіксують трубки-каналоутворювачі прихованої електропроводки, після чого передавальним візком передають до формувального відсіку пакета щитів стаціонарної касети.
Панелі внутрішніх стін, виготовлені з використанням способу глибинного віброущільнення бетонної суміші, готові для фарбування чи обклеювання шпалерами і додаткового опоряджування не потребують.
Технологічна лінія розрахована на програму 140 тис. м2 загальної площі на рік. Маса технологічного обладнання 363 т, ритм формування 45 хв. Лінію обслуговують 12 робітників за. зміну.
Виготовлення внутрішніх стінових панелей на вібропрокатному стані.
Вібропрокатний стан являє собою пластинчастий конвейєр, що безперервно рухається зі. швидкістю 15… ЗО м/год. Він укомплектований механізмами для приготування, укладання та ущільнення бетонної суміші, теплової обробки відформованих виробів, опоряджування та розпалублення їх. На стані (див. рис. 6.35) здійснюють усі технологічні операції процесу від підготовки поверхні формувальної стрічки та оснащення до видачі готового виробу.
На. стані ВПС-6М виготовляють елементи великопанельних житлових будинків; внутрішні панелі і панелі перекриттів завтовшки.
14 і 16 см, одношарові панелі зовнішніх стін з керамзитобетону завтовшки до 35 см. Ширина виготовлюваних панелей 3,0…3,6 м. Процес виготовлення панелей внутрішніх стін починається з очищення й змазування формувальної стрічки підігрітим до 70 °C петролатумом, який автоматично наносять під час руху стрічки. Потім на формувальну поверхню прикріплюють елементи змінюваного формувального оснащення, бортові бруски, прорізоутво-рювачі та інші формоутворювальні елементи. На наступній ділянці стану встановлюють арматурний каркас, потрібні закладні деталі та електропроводку.
Бетонну суміш жорсткістю 10…25 с подають на формувальну стрічку, яка складається з окремих металевих ланок, що шарнірно прикріплені до трьох паралельно розміщених гілок тягового ланцюга стана. Бетоноукладач здійснює Зворотно-поступальний рух упоперек стрічки і розподіляє бетонну суміш по ній. Ущільнюється суміш вібробалкою, розміщеною на ділянці формування під формувальною стрічкою. Відкриту поверхню виготовлюваної панелі обробляють загладжувальним пристроєм.
Відформованівироби подають до щілинної камери теплової обробки завдовжки 60 м, розміщеної на стані. Щоб з поверхні сві-жовідформованих виробів не випаровувалась вода, у камері передбачено нескінченну гумовану стрічку, яка безперервно рухається і накриває виріб.
Особливістю вібропрокатної технології є прискорене тверднення виробів. Цикл тепловологісної обробки, що становить 2…4 год, забезпечується інтенсивним прогріванням парою високої температури (98 °С), використанням термопривантаження, яке створює тиск на бетон у початковий період перебування виробів у камері. У кінці стана ланцюги формувальної стрічки проходять навколо приводного вала й автоматично звільняються від виробів, які далі. переміщуються на обгінний рольганг. Далі панелі потрапляють на кантувач, де їх переводять у вертикальне положення й знімають зі стана мостовим краном.
Потужність БПС-6М за випуском панелей внутрішніх стін при двозмінній роботі становить 45…50 тис. м3/рік.
Виготовлення залізобетонних виробів на вібропрокатному стані зумовлює високий рівень продуктивності праці, низьку трудомісткість, оскільки рівень механізації досягає 90%, але слід звернути увагу на те, що ця технологія характеризується .значними витратами цементу (до 500 кг/м3), невисокою якістю поверхонь виробів і надмірною кількістю браку. Без усунення зазначених недоліків немає підстав вважати вібропрокатування перспективним.
Список літератури:
1.Навчальне видання: ТЕХНОЛОГІЯ БЕТОННИХ І ЗАЛІЗОБЕТОННИХ КОНСТРУКЦІЙ/.У двох частинах., Н. Г. Русанова, П. П. Пальчик, Л. М. Рижакова.
Видавництво «вища школа».
..
_.
.