Химические способи очищення поверхонь напівпровідникових пластин
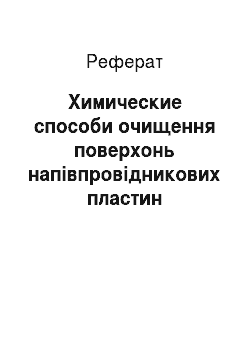
Рис. 2. Класифікація методів очищення пластин і подложек К фізичним методам видалення забруднень відносять розчинення, відпал, обробку поверхні прискореними до великих енергій іонами інертних газів. Ці методи використав основному задля видалення забруднень, розташованих на поверхні. Для видалення забруднень лежить на поверхні й у приповерхностном шарі, зокрема тих, що у хімічного зв’язку… Читати ще >
Химические способи очищення поверхонь напівпровідникових пластин (реферат, курсова, диплом, контрольна)
Содержание Стор. 1.
Введение
.
2 2. Підкладки інтегральних мікросхем та його назначение.
3 2.1. Призначення підкладок 3 2.2. Кремній — основний матеріал напівпровідникового виробництва 4 3. Види забруднень поверхні підкладок і пластин.
5 3.1. Виникнення загрязнений.
5 3.2. Джерела загрязнений.
6 3.3. Види забруднень 6 4. Методи видалення забруднень 8 4.1. Класифікація методів очищення пластин і підкладок 8 4.2. Способи рідинної обробки пластин і підкладок 9 4.2.1. Обезжиривание.
9 4.2.2. Травление.
10 4.2.3. Промивання пластин і подложек.
13 4.2.4. Інтенсифікація процесів очищення 13.
4.3. Способи сухий очищення пластин і підкладок 15 4.3.1. Термообработка.
15 4.3.2. Газове травление.
16 4.3.3. Іонне травление.
17 4.3.4. Плазмохимическое травление.
17 4.4. Типові процеси очищення пластин і підкладок 19 5.
Заключение
.
20 6. Список літератури 20.
1.
Введение
.
Сучасний етап розвитку радіоелектроніки характеризується широким застосуванням інтегральних мікросхем (ІМС) переважають у всіх радіотехнічних системах і апаратурі. Це з значним ускладненням вимог, і завдань, розв’язуваних радіоелектронної апаратурою, що призвело зростання кількості елементів у ній. За щодесятиліття число елементів в апаратурі збільшується в розмірі 5- 20 раз. Розроблювані зараз складні комплекси апаратури і системи містять мільйони мільйони елементів. У умовах виключно важливого значення набувають проблеми підвищення надійності апаратури і його елементів, мікромініатюризації электро-радиокомпонентов і комплексної мініатюризації апаратури. Всі ці успішно вирішує микроэлектроника.
Інтегральна функціональний мікроелектроніка є фундаментальної базою розвитку всіх сучасних систем радіоелектронної апаратури. Вони дозволяють створювати нового вигляду апаратури — інтегральні радіоелектронні устрою. Мікроелектроніка — одна з магістральних напрямів в радіоелектроніки, і рівень її розвитку значною мірою визначає рівень науковотехнічного прогресу страны.
Застосовують дві основні методу виготовлення ІМС — напівпровідниковий і пленочный.
Перший метод залежить від локальної обробці микроучастков напівпровідникового кристала і надання їм властивостей, властивих функцій окремих елементів та їхніх з'єднань (напівпровідникові інтегральні микросхемы).
Другий метод грунтується на використанні послойного нанесення тонких плівок різних матеріалів на загальне підставу (підкладку) за одночасного формуванні ними схемних елементів та їхніх з'єднань (плівкові інтегральні микросхемы).
У обох випадках важливе значення має якість обробки поверхні напівпровідникових пластин і подложек.
* Підкладка — заготівля, призначена для нанесення її у елементів гібридних і плівкових ІМС, межэлементных і (чи) межкомпонентных сполук, і навіть контактних площадок.
2. Підкладки інтегральних мікросхем та його назначение.
Підкладки в технології виготовлення й конструюванні плівкових і гібридних ІМС в микросборках грають дуже значної ролі. Підкладки є основою групового формування ними ІМС, головним елементом конструкції ІМС і микросборок, виконуючим роль механічної опори, забезпечують теплоотвод і електричну ізоляцію елементів. 2.1. Призначення подложек.
У техніці ІМС підкладки виконують дві функції: а) є підставою, лежить на поверхні чи приповерхностном шарі якого з заданому топологическому малюнку формують структури ІМС; б) є елементом конструкції, які забезпечують практичне застосування ІМС в корпусном чи бескорпусном исполнении.
Підкладки класифікують як у структурним ознаками, і по призначенню. По структурним ознаками підкладки поділяють на аморфні, полікристалічні і монокристалличёские, а, по призначенню — на підкладки для напівпровідникових, плівкових, гібридних ІМС і микросборок.
Для виготовлення напівпровідникових ІМС застосовують у основному напівпровідникові монокристаллические підкладки (напівпровідникові пластини), а плівкових і гібридних ІМС — аморфні полікристалічні (діелектричні) подложки.
* Напівпровідникова пластина — заготівля з напівпровідникового матеріалу, використовувана виготовлення напівпровідникових ИМС.
У окремих випадках під час виготовлення напівпровідникових ІМС використовують діелектричні підкладки, а під час виготовлення гібридних ІМС і микросборок — металеві підкладки. До конструкції і матеріалу підкладок пред’являється низку вимог до, що випливають із необхідності відтворення і забезпечення заданих електричних параметрів елементів і ІМС, їх надійності в різних умовах експлуатації, і обумовлених також особливостями технології виготовлення й складання ИМС.
Монокристаллические пластини із різних напівпровідникових матеріалів становлять основу виготовлення напівпровідникових ІМС різного конструктивно-технологического виконання й функціонального назначения.
Придатність напівпровідникового матеріалу від використання в інтегральних мікросхемах визначається основному параметрами, залежними від його фізичних властивостей: оптичних, термічних, термоелектричних, зонної структури, ширини забороненої зони, положення у ній домішкових рівнів і др.
Дуже важливі електричні властивості напівпровідникового матеріалу: тип електропровідності, концентрація носіїв заряду, їх рухливість, удільне опір, тривалість життя неосновних носіїв заряду та його диффузионная довжина — істотно залежать від технології отримання полупроводника.
2.2. Кремній — основний матеріал напівпровідникового производства.
Нині із усіх напівпровідникових матеріалів найбільше застосування виготовлення напівпровідникових ІМС отримав кремний.
Кремній — елемент IV групи Періодичній системи елементів Д. И. Менделеева, одне із найбільш поширених елементів Землі, утримання її в земної корі становить 29,5%. У природі кремній трапляється тільки в з'єднаннях як окисла й у солях кремнієвих кислот. Чистота природної окису кремнію як монокристалів кварцу іноді сягає 99,99%; у низці родовищ чистота піску становить 99,8−99,9%.
Технічний кремній, отримуваний відновленням двоокису кремнію SiO2 в електричної дузі між графітовими електродами, містить близько 1% домішок як і напівпровідник може бути використаний; якого є вихідним сировиною щоб одержати кремнію напівпровідникової чистоти, домішок в якому має бути менш [pic].
Розроблено промислова технологія, що дозволяє отримувати особливо чистий кремній із вмістом домішок [pic][pic].
Більше широке застосування кремнію зумовлено перевагою його фізичних і технологічних властивостей проти іншими напівпровідниками (зокрема, з германием).
Для виготовлення напівпровідникових приладів та ІМС використовують випущені промисловістю пластини кремнію чотирьох |видов:
1) Одношарові pі nтипов;
2) Двошарові рчи nтипу з эпитаксиальным n-слоем, покриті оксидом або нитридом кремния;
3) Двошарові р-типа з эпитаксиальным nшаром і прихованим n± слоем;
4) Гетероэпитаксиальные структури типу кремній на сапфире.
Одношарові пластини кремнію рі n-типов отримують різкій зливків монокристалічного кремнію діаметром 50−150 мм на пластини завтовшки 0,25- 0,4 мм. Промисловістю випускаються зливки монокристалічного кремнію, які залежно від типу електропровідності і значення питомої опору поділяються п’ять групп.
Підготовка пластин, отримуваних з зливків монокристалічного кремнію, одна із найважливіших етапів виробництва ІМС і включає у собі такі операції: орієнтацію зливків по кристаллографическим осях, різання зливків на пластини, шліфування, полірування, травлення й очищення поверхонь від забруднень різних типів, придбаних на попередніх етапах обработки.
3. Види забруднень поверхні підкладок і пластин.
3.1. Виникнення загрязнений.
Електричні характеристики ІМС та його надійність багато в чому зумовлюються ступенем досконалості кристалічною грати та чистотою оброблюваної поверхні пластин і підкладок. Тому обов’язковим умовою отримання бездефектних напівпровідникових і плівкових структур є лежить на поверхні пластин і підкладок порушеного шару і будь-яких загрязнений.
Як відомо, порушений приповерхностный шар напівпровідникових пластин є наслідком їх механічного оброблення. Використовувані при підготовці пластин методи шлифования, полірування і травлення дозволяють видалити порушений шар (рис. 1).
[pic] Рис. 1. Зміна товщини порушеного шару при механічної обробці монокристаллических напівпровідникових пластин: 1) після різання; 2) після шлифования; 3) после полірування; 4) після травлення. Проте атоми матеріалу пластини (підкладки), розташовані їхньому поверхні, мають трохи більше ненасичених зв’язків, ніж атоми обсягом. Цим пояснюються високі адсорбционные властивості та хімічна активність поверхні пластин.
У разі виробництва ІМС пластини і підкладки вбираються різними середовищами, й цілком захистити їхнього капіталу від адсорбції різноманітних домішок неможливо. У той самий час отримати ідеально чисту поверхню (без сторонніх домішок) теж практично неможливо. Тому що застосовується у техніці поняття «чиста поверхню» має відносний характер. Технологічно чистої вважають поверхню, має концентрацію домішок, не перешкоджає воспроизводимому отриманню заданих значень і стабільності параметрів ІМС. Припустима концентрація домішок на поверхні пластин залежить від складності ІМС і способу її формування, в гіршому випадку вони повинні перевищувати [pic]. Задля більшої ефективного очищення для одержання технологічно чистої поверхні пластин (підкладок) треба зазначити джерело й посвідку забруднення, характер її поведінки лежить на поверхні, методи видалення. 3.2. Джерела забруднень. Основними джерелами забруднень поверхні пластин і підкладок є: абразивні і клеящие матеріали, кремнієва пил при механічної обробці; пилюку у виробничих приміщеннях; предмети, із якими торкаються одна одної пластини і підкладки (устаткування, інструмент, оснащення, технологічна тара); технологічні середовища; органічні та неорганічні реагенти, вода; одяг і відкриті ділянки тіла операторів та інших. Забруднення пластин і підкладок практично можливо усім операціях технологічного процесу виготовлення кристалів і складання ІМС. 3.3. Види забруднень. Можливі забруднення лежить на поверхні пластин і підкладок класифікують, як правило, з їхньої фізико-хімічним властивостями, оскільки вони сьогодні визначають вибір методів видалення забруднень. Найпоширенішими є забруднення наступних видів: Фізичні забруднення — порошини, ворсинки, абразивні матеріали, силікати, кремнієва пилюку і інші сторонні частки, хімічно які пов’язані з поверхнею пластин і підкладок. Забруднення, хімічно пов’язані з поверхнею пластин і підкладок — оксиди, нитриды та інші сполуки. Органічні забруднення — неполярные жири, олії, силікони та інші неионные домішки. Розчинні у питній воді полярні забруднення — солі, кислоти, залишки травителей, флюси тощо. Гази, адсорбированные поверхнею пластин і підкладок. На поверхні пластин і підкладок одночасно можуть бути присутні забруднення різних видів. Типові забруднення та його джерела, які в технології напівпровідникових ІМС, наведені у таблиці 1.
Типичные забруднення напівпровідникових пластин та його джерела Таблиця 1. |Забруднення |Можливі джерела | |Волокна (нейлон, |Одяг, тканини, паперові вироби | |целюлоза тощо. буд.) | | |Силікати |Гірські породи, пісок, грунт, зола, попіл | |Окисли і окалина |Продукти окислення деяких металів | |Оливи і жири |Оливи від машинної обробки, відбитки | | |пальців, жири з відкритих ділянок тіла, | | |кошти на волосся, мазі, лосьйони | |Силікони |Аерозолі для волосся, креми, лосьйони після | | |гоління, лосьйони для рук, мило | |Метали |Порошки і відходи машинної обробітку грунту і | | |шліфовки; виготовлення металевих частин;| | |частки з металевих банок для зберігання | | |і металевих контейнерів | |Йонні домішки |Продукти дихання, відбитки пальців (хлорид | | |натрію); домішки з що очищають розчинів, | | |містять іонні детергенты; деякі | | |флюси; домішки від попередньої хімічної| | |операції, такий, як травлення чи | | |металлизация | |Неионные домішки |Неионные детергенты, органічні матеріали | | |в обробці | |Розчинні домішки |Очищують розчинники і розчини |.
Найбільш важко видаляються органічні та хімічно пов’язані з поверхнею забруднення, і навіть забруднення від абразивних матеріалів, полярні гази і іони, впроваджені в приповерхностный шар пластин. 4. Методи видалення забруднень. 4.1. Класифікація методів очищення пластин і підкладок. Для видалення забруднень використовують різні методи, на фізичних принципах яких розробляють процеси очищення. По механізму перебігу процесів все методи очищення класифікують на фізичні і хімічні, а по застосовуваним засобам — на рідинні і сухі (мал.2). У основу кожного способу очищення покладено одне із трьох методів видалення забруднень із поверхні: механічне видалення частинок забруднювача потоком рідини чи газу; розчинення у питній воді; хімічна реакция.
[pic].
Рис. 2. Класифікація методів очищення пластин і подложек К фізичним методам видалення забруднень відносять розчинення, відпал, обробку поверхні прискореними до великих енергій іонами інертних газів. Ці методи використав основному задля видалення забруднень, розташованих на поверхні. Для видалення забруднень лежить на поверхні й у приповерхностном шарі, зокрема тих, що у хімічного зв’язку з матеріалом пластини чи підкладки, використовують хімічні методи видалення. Вони на перекладі шляхом хімічної реакції забруднень на нові сполуки, які потім легко видаляються (травлення, знежирення). * Очищення, коли він видаляється приповерхностный шар пластини чи підкладки, називається травлением. Рідинна очищення передбачає використання водних та інших розчинів різних реактивів. Багато органічних жирових забруднень не розчиняється у воді й перешкоджає смачиванию водою і більшістю розчинів оброблюваної поверхні (поверхню гидрофобная). Для забезпечення рівномірної очищення поверхню пластин і підкладок переводять їх у гидрофильное, т. е. добре смачиваемое водою, стан. * Процес видалення жирових забруднень, супроводжуваний перекладом поверхні з гидрофобного стану в гидрофильное, називається знежиренням. Суха очищення полягає в використанні отжига, газового, іонного і плазмохимического травлення. Ці засоби виключають застосування дорогих і найнебезпечніших у роботі рідких хімічних реактивів; вони одержали понад керовані і легше піддаються автоматизації. Процеси сухий очищення є ефективними також за обробці локальних ділянок та рельєфною поверхні. 4.2. Способи рідинної обробки пластин і підкладок. До способам рідинної обробки поверхні пластин і підкладок відносять фізичну й хімічне знежирення, хімічне і електрохімічне травлення, промивання у питній воді. 4.2.1. Знежирення. Фізичне знежирення грунтується на відриві молекул жиру від поверхні при її взаємодії з органічними розчинниками. Відрив викликається власними коливаннями молекул жиру і притяганням їх молекулами розчинника. І тому пластини (підкладки) занурююється у резервуар (ванну) з розчинником. Після відриву молекули жиру рівномірно розподіляються по всьому об'єму ванни, що зумовлює забруднення розчинника і зворотному процесу — адсорбції молекул жиру очищеної поверхнею. Щоб уникнути останнього потрібно постійне освіження розчинника. Як розчинників найчастіше застосовують чотирихлористий вуглець, бензол, толуолу, изопропиловый спирт, фреон та інших., у яких ефективно розчиняється більшість жирових забруднень. Визначальними параметрами процесу є температура та палестинці час. Розчинність жирів збільшується на підвищення температури. Тому знежирення ведуть у гарячих чи киплячих розчинниках. Попри ефективність очищення в органічних розчинниках, технологія такого знежирення пов’язана із певними труднощами (багатократний очищення, великий витрата, високу вартість і токсичність більшості розчинників). Винятковими особливостями має фреон, який токсичний і забезпечує ефективність очищення. Хімічне знежирення грунтується на руйнуванні молекул жиру розчинниками, не які впливають на матеріал пластини (підкладки). Його характерною рисою є ймовірності повторного забруднення пластин. Для хімічного знежирення кремнієвих пластин найчастіше застосовують гарячий (75−80°С) перекисно-аммиачный розчин (водний розчин суміші пергідролю [pic] і луги [pic]), який видаляє все жири. Процес знежирення супроводжується виділенням атомарної кисню внаслідок розкладання пергідролю (цьому сприяє та наявність луги). Атомарний кисень окисляє як органічні, і неорганічні забруднення. Задля чистоти, заснованої на перекладі омыляемых жирів в легко розчинні в воді мила` (солі), застосовують обробку поверхні в мильних розчинах. В такий спосіб видаляють рослинні і домашні тварини жири — забруднення від залишків складних ефірів гліцерину і високомолекулярних органічних кислот. Хімічне знежирення характеризується низькими токсичністю та вартістю. 4.2.2. Травлення. Процес травлення пластин і підкладок полягає у розчиненні їхній поверхні при взаємодії з відповідними хімічними реагентами (лугами, кислотами, їх сумішами і солями). Через війну видаляються приповерхностный шар та наявні лежить на поверхні забруднення. Розрізняють хімічне і електрохімічне травлення напівпровідників. 4.2.2.1. Хімічне травлення пластин кремнію відбувається за українсько-словацьким кордоном твердої і переробки рідкої середовищ, і можна розглядати, як гетерогенную реакцію. Процес травлення складається з п’ятьох стадій: дифузії реагенту до; адсорбції реагенту; поверхневою хімічної реакції; десорбции продуктів реакції; дифузії продуктів реакції від поверхні. Швидкість всього процесу визначається швидкістю найбільш повільної (контролюючою) стадії. При травленні кремнію контролюючими стадіями можуть бути або дифузія реагенту до, або поверхнева хімічна реакція, що визначається виглядом травителя і енергією активації стадій процесу. * Травители, котрим контролюючою стадією є дифузія, називаються полирующими. Швидкість травлення [pic] в полирующих травителях визначається швидкістю дифузії реагенту [pic] і від градієнта його концентрації: [pic] (1) де D — коефіцієнт дифузії реагенту, залежить від природи й енергії активації молекул реагенту; [pic] і [pic] - концентрація реагенту обсягом і поверхні; [pic] - товщина приповерхностного шару травителя, в якому існує градієнт концентрації. У цьому швидкість травлення нечуттєва фізичних і хімічним неоднородностям поверхні, слабко залежить від температури. У результаті більш високого градієнта концентрації виступи лежить на поверхні труяться швидше западин. Тому полирующие травители добре згладжують шорсткості, вирівнюючи микрорельеф. Типовими полирующими травителями для кремнієвих пластин є суміші азотної і фтористоводородной (плавикової) кислот. Є дві теорії саморастворения кремнію в травителях: хімічна промисловість та електрохімічна. Відповідно до хімічної теорії поверхневі хімічні реакції при поліруючому травленні протікають у два етапу: окислювання поверхневого шару і переклад оксиду в розчинну сіль. Роль окислювача виконує азотна кислота: [pic] (2) Фтористо-водородная кислота є комплексоутворювачем, який переводить оксид кремнію в тетрафторид: [pic] (3) Відповідно до електрохімічної теорією взаємодія між полупроводником і травителем обумовлена тим, що у поверхні пластини після занурення їх у травитель існують анодные і катодні мікроділянки, між якими виникають локальні струми. На анодних ділянках відбувається окислювання кремнію з наступним розчиненням оксиду й утворенням кремний-фтористоводородной кислоти, на катодних — відновлення окислювача (азотної кислоти). У процесі травлення микроаноды і микрокатоды безупинно змінюються місцями. Результуюче рівняння реакції у своїй має вигляд: [pic] (4) Слід зазначити, що очищенні поверхні напівпровідникових пластин шляхом їх опрацювання в полирующих травителях передує обов’язкове знежирення поверхні. Для низки травителей енергія активації хімічної реакції [pic] значно і більш перевищує енергію активації, визначальну швидкість дифузії реагенту. І тут швидкість травлення визначається швидкістю хімічної реакції [pic]: [pic] (5) де [pic] і [pic] - концентрації реагують речовин; R — універсальна газова стала; чи b — показники, чисельно рівні коефіцієнтам в рівнянні хімічної реакції. Оскільки енергія активації хімічної реакції залежить від неоднорідності поверхні, швидкість травлення вразлива щодо стану поверхні. Так як різні кристалографічні площині структури кремнію мають різне значення [pic], то швидкість травлення залежить від орієнтації пластин, а також від температури. * Травители, котрим контролюючою стадією є хімічна реакція, називаються селективными. Як селективних травителей пластин кремнію використовують водні розчини лугів (наприклад, NaOH, КІН) і гидразин гідрат «[pic]. Для селективних травителей характерна різниця швидкостей травлення в різних кристалографічних напрямах сягає однотипні і більш. Так, для лужних травителей зміна швидкості травлення відповідає схемі (100) >(110)> (111). Травлення з великою різницею швидкостей травлення у різних кристалографічних напрямах називають анізотропним. Селективне травлення використовують із локальної обробки напівпровідникових пластин, зокрема до створення ізолюючих областей під час виготовлення ІМС. 4.2.2.2. Електрохімічне травлення грунтується на хімічних перетвореннях, що відбувається при електролізі. І тому напівпровідникову пластину (анод) і металевий електрод (катод) вміщують у електроліт, з якого пропускають електричний струм. Процес є окислительно-восстановительной реакцією, що з анодного окислення (розчинення) і катодного відновлення. Кінетика анодного розчинення визначається концентрацією дірок, генерируемых лежить на поверхні напівпровідникової пластини. Електрохімічне травлення кремнієвих пластин роблять у розчинах, містять плавиковую кислоту, при зростаючій щільності струму. У цьому спочатку відбувається освіту лежить на поверхні пластини шару оксиду кремнію, до складу якої входить фтористокремниевый комплекс [pic], окислюється в водних розчинах із водню відповідно до реакції: [pic] (6) [pic] (7) Потім відбувається анодное розчинення кремнію в плавикової кислоті: [pic] (8) Такий процес називають також электрополировкой. Електрохімічне травлення застосовують як очищення поверхні пластин, так їх локальної обробки. 4.2.3. Промивання пластин і підкладок. На різних етапах виготовлення ІМС виробляють неодноразово промивання пластин і підкладок. Для промивання застосовують дистильовану, бидистиллированную і деионизованную воду. Промивання обов’язково виробляється після знежирення і травлення. Його призначення — видалення залишків забруднень, продуктів реакції і залишків реагентів. 4.2.4. Інтенсифікація процесів очищення. Для прискорення найменш повільних стадій процесів очищення з метою підвищення якості очищення продуктивності процесів використовують різні методи їхнього інтенсифікації, які досягаються застосуванням фізичних, хімічних і комбінованих коштів. До фізичним засобам ставляться нагрівання, кип’ятіння, вібрація, обробка струменем, гидроциркуляцией, протокою, гидромеханическая обробка, центрифугування, ультразвукова обробка, плазма. До хімічним засобам ставляться поверхнево-активні речовини, комплексообразователи, каталізатори. Комбіновані кошти засновані на використанні фізичних і хімічних коштів. Застосування тих чи інших коштів дозволило розробити найефективніші способи знежирення, травлення, промивання і створити необхідне їх здійснення устаткування. Найпоширенішими і ефективними способами рідинної обробки промислових умовах є ультразвукова очищення в розчинниках, химико-динамическое травлення, анодно-механическое травлення. При ультразвукової очищенні (рис. 3) пластини 1 вміщують у ванну із жовтою водою (емульсією) 2, яку передаються вібрації через вібратор 3 від генератора 4. Механічні вібрації сприяють перемішуванню розчинника і тим самим прискорюють процес. [pic] Рис. 3.
Принцип химико-динамического травлення залежить від інтенсивному перемішуванні травителя безпосередньо від поверхні пластин (рис.4). При обертанні приводом 1 фторопластового барабана 2 травитель 3 омиває пластини 4, закріплені на спеціальному диску 5, ніж досягається хороше перемішування травителя й рівномірне травлення. [pic] Рис. 4 У основу анодно-механического травлення належить електрохімічне травлення, супроводжуване механічним впливом (рис. 5). Електроліт 2 подається на освітлені потужної лампою 1 (для генерації дірок) пластини 3, які попередньо закріплюються на аноді 4, і вбираються обертовим катодным диском 5, що містить радіальні канавки. У цьому швидкість электрополировки сягає 400нм/с.
[pic] Рис. 5 Особливу увагу з погляду продуктивності і забезпечення якості очищення представляє спосіб, заснований на виникненні кавітації у прикордонному шарі очищаемой поверхні. Умови кавітації створюють механічним шляхом (центрифугированием), а ролі розчинника використовують дистильовану воду з розчиненим киснем. Способи рідинної очищення використовують в різних стадіях виготовлення ІМС. 4.3. Способи сухий очищення пластин і підкладок. Поруч із рідинної обробкою в технологію виготовлення ІМС за останнє час інтенсивно запроваджуються різноманітні способи сухий очищення. Поруч із традиційними термообработкой (отжигом) та газовим травлением успішно використовують іонне і |плазмохимическое травлення. 4.3.1. Термообробка. Сутність термообробки полягає у нагріванні пластини чи підкладки до температури, коли він відбуваються видалення адсорбированных поверхнею забруднень, розкладання поверхневих забруднень і випаровування летючих сполук. Відпал ведуть у вакуумних чи термічних установках безпосередньо перед проведенням основних операцій формування напівпровідникових чи плівкових структур. Ефективність очищення залежить від температури, максимальне значення обмежена температурою плавлення очищаемых матеріалів і процесами дифузії домішок. 4.3.2. Газове травлення. Сутність газового травлення залежить від хімічному взаємодії матеріалу пластин з газоподібними речовинами й освіті у своїй легко улетучиваемых сполук. У процесі газового травлення забруднення видаляються разом із стравливаемым приповерхностным шаром пластин. Газове травлення як засіб остаточної очищення застосовують у першу чергу безпосередньо перед технологічними процесами, у яких визначальну роль грає структура поверхневого шару (наприклад, перед эпитаксиальным нарощуванням). Як травителей використовують суміші водню чи гелію з галогенами (фтор, хлор, бром), галогеноводородами (HBr, HC1), сероводородом[pic], гексафторидом сірки. Молярное цих речовин, у водні чи гелії може змінюватися від десятих часткою відсотка до одиниць відсотків. Очищення здійснюють при температурах 800−1300°С в установках термічного окислення або у реакторах эпитаксиального нарощування. Найбільшого поширення набула одержало травлення кремнієвих пластин хлористим воднем при високих температурах 1150−1250°С, у своїй відбувається реакція: [pic] (9) Швидкість травлення залежить від температури і концентрації HC1 в водні. Аналогічно відбувається травлення кремнію в HBr. Травлення кремнієвих пластин в парах тетрахлорида кремнію супроводжується реакцією [pic] (10).
При хлорном травленні як газоносителя використовують гелій. Травлення здійснюють за нормальної температури близько 1000 °C і змістовності хлору в гелії не більш 0,2% відповідно до реакцією: [pic] (11) Травлення кремнію в парах сірководню іде за рахунок реакції: [pic] (12) [pic] У цьому виходять великі швидкості травлення (до 15 мкм/мин). Проте сірководень токсичний. Гексафторид сірки, навпаки, не токсичний і забезпечує гарна риса поверхні при травленні кремнію і сапфіру. Травлення кремнію супроводжується реакцією: [pic] (13) Газове травлення забезпечує отримання більш чистих поверхонь по порівнянню з рідинної, обробкою. Проте його застосування обмежена через високих температур процесів і необхідності використання газів особливої чистоти. 4.3.3. Іонне травлення. Сутність іонного травлення полягає у видаленні поверхневих верств матеріалу за його бомбардуванню потоком іонів інертних газів високої енергії. При цьому прискорені іони у зіткненні з поверхнею пластин чи підкладок передають їх атомам свою енергію та імпульс. * Іонне травлення — процес видалення забруднень разом із распыляемым в вакуумі поверховим шаром оброблюваної поверхні у її бомбардуванню прискореними іонами інертного газу. Якщо під час зіткнення енергія, передана атома, перевищує енергію хімічного зв’язку атома в решітці, а імпульс, який посилає атома, спрямований назовні від поверхні, це відбувається усунення атомів, їх відрив поверхні - розпорошення. Задля реалізації цього процесу потрібні певні вакуумні умови, а іони повинні мати певними значеннями енергій, достатніми для розпорошення матеріалів. Різновидом іонного травлення є ионно-химическое (реактивне) травлення, заснований на запровадження у плазму хімічно активного газу, зазвичай кисню. У цьому змінюється швидкість травлення внаслідок хімічного взаємодії між підкладкою і доданим газом. 4.3.4. Плазмохимическое травлення. На відміну від іонного плазмохимическое травлення грунтується на руйнуванні оброблюваного матеріалу іонами активних газів, що утворюються в плазмі газового розряду і що вступають хімічну реакцію з атомами матеріалу при бомбардуванню поверхні пластин чи підкладок. У цьому молекули газу розряді розпадаються на реакционно-способные частки — електрони, іони і вільні радикали, хімічно які з травящейся поверхнею. Через війну хімічних реакцій утворюються леткі сполуки. Для травлення кремнію та її сполук (оксиду і нітриду кремнію) найбільш часто використовують высокочастотную плазму тетрафториду вуглецю [pic] (можливо застосування гексафторида сірки [pic] і фреона-12 — [pic]).
При взаємодії цих газів з електронами плазми відбувається розкладання [pic] й утворяться іони фтору та інші радикали: [pic] [pic] (14) [pic] Іони фтору, а деяких випадках і радикал [pic] активно взаємодіють із кремнієм, створюючи летуче з'єднання [pic]. Рівняння, що характеризують хімічні реакції травлення кремнію, оксиду і нітриду кремнію в плазмі [pic], мають вигляд [pic] (15) Характерно, що частки, що у травленні, цькують різні матеріали з різну швидкість. У цьому грунтується властивість плазмохимического травлення. Швидкість травлення визначається концентрацією атомів фтору і постійної швидкості хімічної реакції [pic]: [pic] (16) Концентрація [pic] обумовлюється швидкістю генерації атомів, що визначається конструкцією і потужністю реактора, і навіть часом життя частинок в реакторі, що залежить від швидкості газового потоку, тиску і умов рекомбінації частинок. Швидкість травлення суворо залежить від температури; її визначається фізичними властивостями травящегося матеріалу та газовим складом плазми. Так, добавка кисню до чистої плазмі [pic] підвищує швидкість травлення. У плазмі фторсодержащих газів можна цькувати деякі метали. Для травлення застосовують також плазму хлорвмісних газів. Для видалення органічних матеріалів використовують кисневу плазму. Промислові конструкції реакторів розраховані на групову обробку пластин з касетної завантаженням і програмним управлінням. У виконанні вітчизняної промисловості щодо різноманітних цілей плазмохимической обробки кремнієвих пластин використовуються автоматизовані реактори «Плазма 600» (видалення фоторезиста і очищення поверхні пластин при виготовленні біполярних ІМС) і «Плазма 600Т» (видалення фоторезиста, очищення поверхні пластин і травлення діелектричних верств). Плазмохимическое травлення застосовують також і локальної обробки поверхонь. Способи сухий очищення пластин і локальної їх опрацювання найефективніші під час створення БІС і СБИС на елементах із мікронними і субмикронными розмірами. 4.4. Типові процеси очищення пластин і підкладок. Вибір способу очищення залежить від виду забруднень. Ефективна очищення характеризується поєднанні кількох способів очищення. Як приклад в таблиці 2 наведено дані про використанню різних способів очищення в залежність від виду забруднень. Таблиця 2 Види забруднень і їх видалення |Види забруднень |Способи очищення | |Фізичні включення (пылинки,|Растворение і одночасне | |пух, невеликі частки |ультразвукове перемішування | |напівпровідника, металу, | | |абразиву) | | |Забруднення іонами (залишки |Промивання в деиониэованной чи | |кислот, опади, одержувані при|дистиллированной воді до встановлення | |электролитическом покритті, |постійного опору. Промивання в | |іони металів) |кислотах видалення адсорбированных | | |іонів. Іонна очищення | |Мінеральні жири й |Ультразвукове промивання в нагрітому | |органічні матеріали |органічному розчиннику. Кип’ятіння в| | |органічному розчиннику. Іонна | | |очищення | |Складні хімічні включення |Травлення кислотами. Промивання | |(полярний органічний |кремнієвих пластин в метиловом спирті | |матеріал, окисли, сірчисті | | |сполуки) | | |Забруднення парами |Іонна очищення. Вакуумний відпал. | | |Термічне травлення. Обробка в | | |кислотах |.
Однако під час виготовлення ІМС можливі види забруднень виявляються комплексно, але в різних стадіях виготовлення до якості чистоти поверхні пред’являються різні вимоги. Тож якісною і ефективного очищення пластин і підкладок розробляють типові процеси очищення, які становлять комбінування різних способів очищення, виконуваних у певному послідовності. У складі таких процесів основними операціями є знежирення, травлення, промивання, сушіння. Протягом етапів виготовлення кристалів напівпровідникових ІМС очищення напівпровідникових пластин проводять багаторазово — після механічної обробки пластин і для основними операціями формування структур: окисленням, эпитаксиальным нарощуванням, дифузією, металізацією, фотолитографией (і після неї), защитой.
5. Укладання. Наприкінці свого реферату наведу приклад типового процесу обробки пластин кремнію перед термічним окисленням, що включає такі операції: знежирення в гарячому (75−80°С) перекисно-аммиачном розчині; промивання в проточній деионизованной воді (видалення продуктів реакції попередньої обробки); обробка у гарячій (90−100°С) концентрованої азотної кислоті (видалення іонів металів); промивання в проточній деионизованной воді (видалення залишків кислот); гідродинамічна обробка пластин бельичими пензлями в струмені деионизованной води; сушіння пластин з допомогою центрифуги в струмені очищеного сухого повітря; травлення в розчині фтористоводородной кислоти (зняття поверхневого шару і видалення загрязнений).
6. Список літератури. Єфімов И.Е., Козир И. Я., Горбунов Ю.І. Мікроелектроніка. Навчальний посібник для вузів. М., «Вищу школу », 1986. Зи Ф. М. Технологія СБИС. М., «Світ », 1986.